VN 2.069
1. Korba (646 031 07 01) zastąpiony następnie przez (А646 031 04 01 +001 А108 991 00 67) Jako opcja: (611 031 05 01 001 001 001)
1. Wał korbowy (611 031 05 01) zastąpiony następnie przez (А646 031 04 01 +001 А108 991 00 67) Jako opcja: (A646 031 07 01)
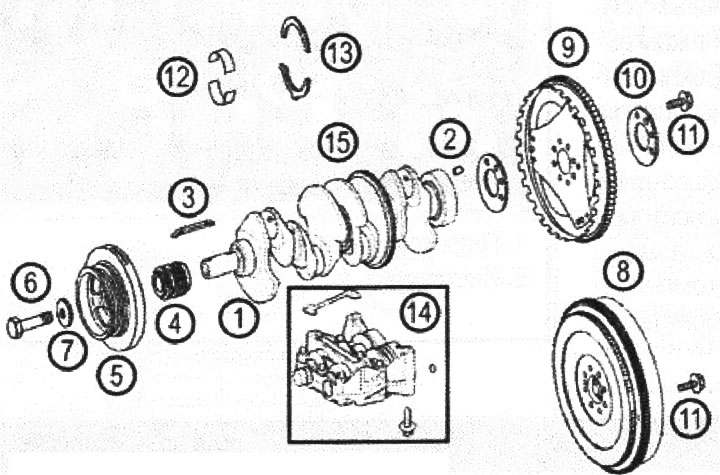
1. Wał korbowy (646 031 04 01)
2. Sworzeń koła zamachowego
3. Klucz segmentowy
4. Blok koła zębatego rozrządu
5. Koło pasowe wału korbowego z tłumikiem drgań
6. Śruba mocująca koło pasowe do wału korbowego
7. Podkładka
8. Koło zamachowe
9. Koło koronowe koła zamachowego G40
10. Podkładka (MF4)
11. Śruba do mocowania koła zamachowego M10x1x28,5
12. Panewki łożysk głównych wału korbowego, komplet, rozmiar standardowy 58,00 mm
13. Tuleje oporowe, kpl. 2,15 mm
14. Mechanizm równoważący
15. Przekładnia napędowa wyważarki
Uwaga: rysunek przedstawia wariant wału korbowego wyposażonego w koło napędowe wyważarki oraz mechanizm wyważarki, które nie są montowane w silnikach OM646 stosowanych w opisywanym pojeździe. Te węzły są wyświetlane w celach informacyjnych dla mechaników samochodowych.
Zalecamy zwrócenie uwagi na liczbę modyfikacji wału korbowego, o których podano informacje w celu lepszego zrozumienia różnorodności konstrukcji rodziny silników OM 646.
Sprawdzenie stanu części ShPG i KShM polega na wykonaniu następujących prac.
- Sprawdzenie stanu bloku cylindrów.
- Sprawdź stan wału korbowego.
- Sprawdzenie stanu korbowodów.
Naprawa ShPG i KShM polega na wykonaniu następujących prac.
- Naprawa bloku cylindrów, która obejmuje wytaczanie tulei cylindrowych na wymiar naprawy lub wymianę tulei, obróbkę płaszczyzny górnej, wymianę (Jeśli to konieczne) korki płaszcza chłodzącego, wymiana korków kanałów olejowych (po oczyszczeniu kanałów olejowych).
- Naprawa wału korbowego polegająca na zeszlifowaniu czopów łożysk ślizgowych do naprawy wymiarów, oczyszczeniu kanałów olejowych i osadników zanieczyszczeń.
- Dobór tłoków na podstawie wyników naprawy bloku cylindrów.
- Dobór tulei łożysk głównych i korbowodu na podstawie wyników kontroli i obróbki wału korbowego.
- Wymiana górnych tulei korbowodów zgodnie z wynikami kontroli korbowodów.
Sprawdzanie stanu bloku cylindrów
Sprawdzenie stanu zwierciadeł cylindrów
Sprawdzenie stanu bloku cylindrów polega na wykonaniu następujących prac.
- Kontrola wzrokowa stanu zwierciadeł cylindrów.
- Pomiary średnicy cylindrów.
- Kontrola wzrokowa stanu górnej płaszczyzny łącznika (z MCK).
- Pomiar odchyłek od płaszczyzn podziału głowicą cylindrów, miską olejową oraz kolektorami.
Kontrola wzrokowa stanu zwierciadeł cylindrów
Błyszczące obszary, otarcia, pojedyncze błyszczące obszary, na przykład na środku cylindra lub w obszarze śrub głowicy cylindra. Blok cylindrów jest gotowy do dalszego użytku.
VN 2.070
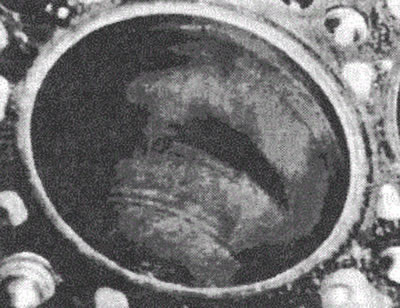
Widoczne ślady tarcia rozpoczynające się od górnego martwego punktu górnego pierścienia tłokowego i schodzące w dół.
Nieuchwytne ślady suchego tarcia powstałe w wyniku zmywania filmu olejowego przez paliwo, np. podczas częstego uruchamiania zimnego silnika podczas jazdy na krótkich trasach.
Taki «wygładzone»» ślady tarcia występujące na zwierciadle cylindra, głównie w okolicy śrub mocujących głowicę cylindrów oraz w obszarze docisku bocznego płaszcza tłoka mieszczą się w normie zakres.
Pierścienie tłokowe nie są uszkodzone.
Blok cylindrów jest gotowy do dalszego użytku.
VN 2.071
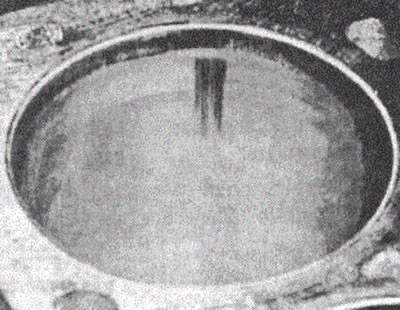
Widoczne odciski w kształcie pierścienia na lusterku cylindra w obszarze górnych i dolnych martwych punktów pierścieni tłokowych nie są oznaką usterki.
Blok cylindrów jest gotowy do dalszego użytku.
VN 2.072
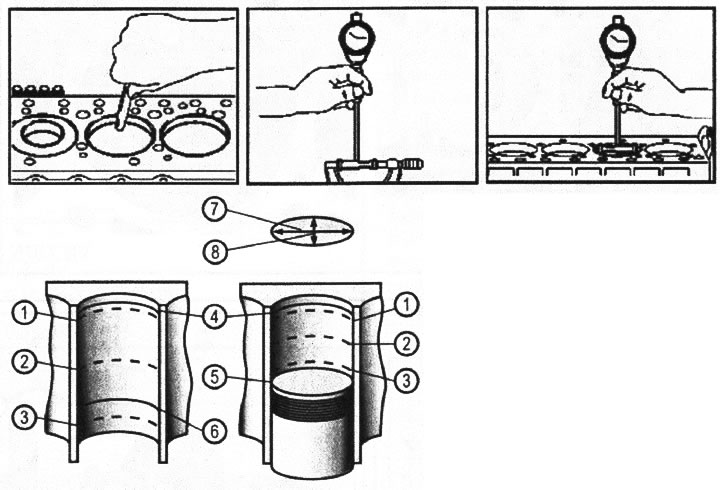
Pomiar średnicy cylindra
VN 2.073
1. Punkt pomiaru średnicy cylindra
2. Punkt pomiaru średnicy cylindra
3. Punkt pomiaru średnicy cylindra
4. Górny martwy punkt górnego pierścienia dociskowego
5. Dolny martwy punkt górnej krawędzi tłoka
6. Dolny martwy punkt dolnego wyjmowanego pierścienia
7 i 8. Wzajemnie prostopadłe kierunki pomiaru (wzdłuż i w poprzek osi silnika)
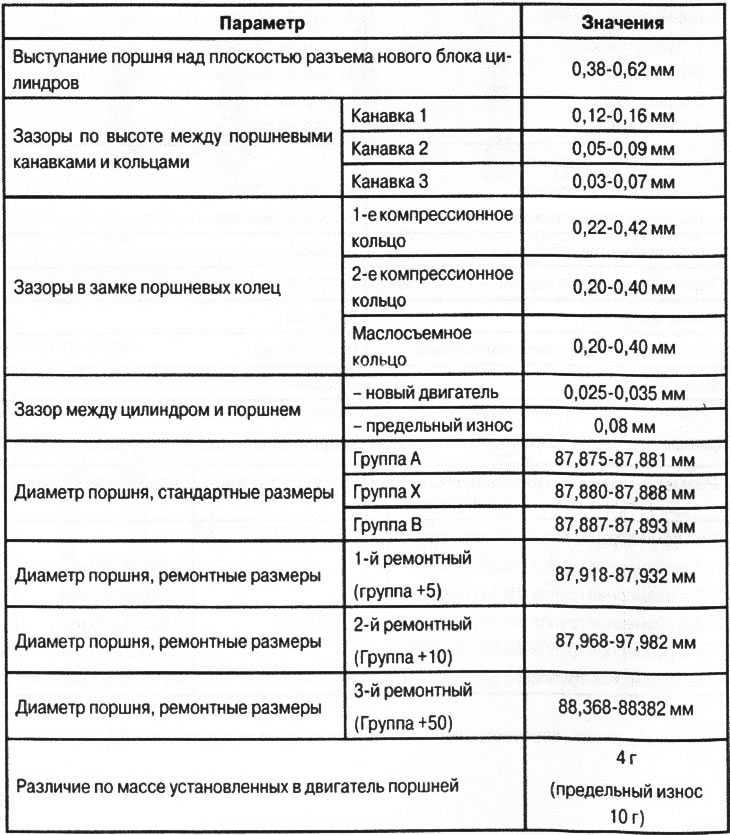
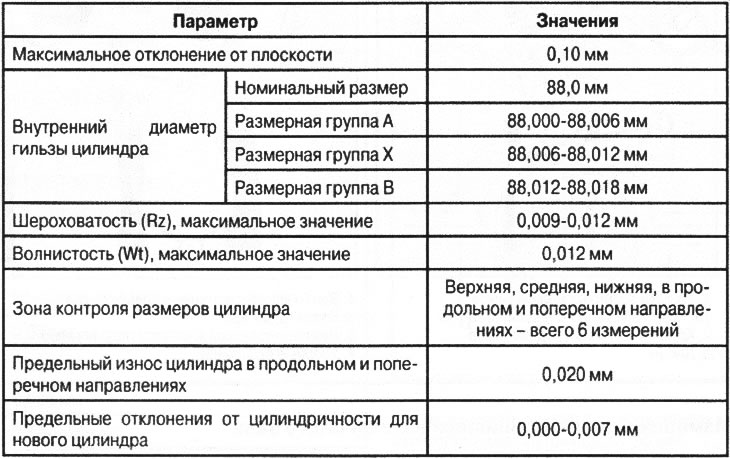
Parametry kontrolne cylindrów
Parametry kontrolne płaskich elementów bloku cylindrów
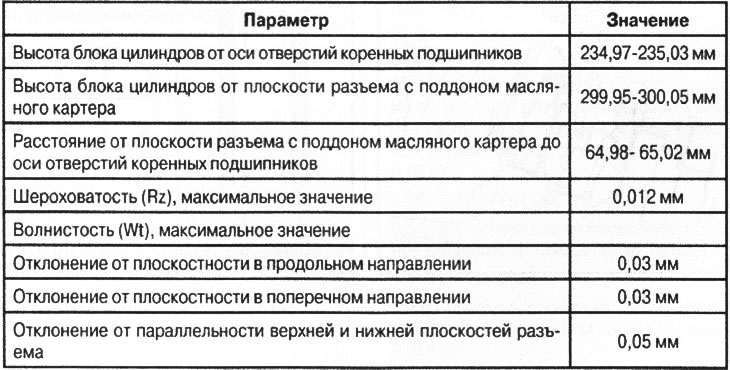
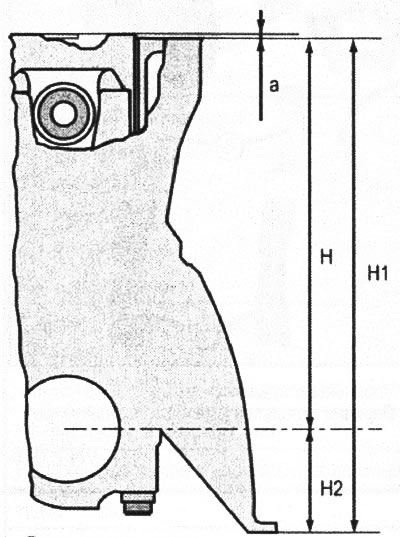
Sprawdzanie i obróbka górnej płaszczyzny bloku cylindrów
VN 2.074
A. Występ tłoka
H. Wysokość bloku cylindrów od osi otworów łożysk głównych
H1. Wysokość bloku cylindrów od płaszczyzny podziału z miską olejową
H2. Odległość od płaszczyzny łącznika z miską olejową do osi otworów łożysk głównych
Wybór tłoków o standardowym rozmiarze
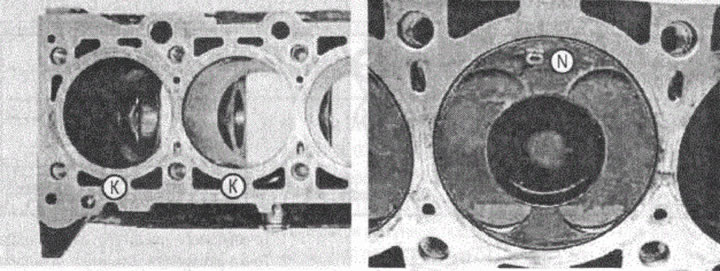
Podczas wymiany tulei cylindry są obrabiane do standardowego rozmiaru. Średnica cylindrów obrabianych fabrycznie odpowiada trzem klasom dokładności: A, B i X,
Etykieta wskazująca klasę dokładności tego cylindra jest umieszczona w miejscu wskazanym na rysunku literą (DO).
Podobnie jak w przypadku cylindrów silnika, również tłoki o standardowych rozmiarach dzielą się na trzy grupy rozmiarów: A, B i X. Grupa rozmiarów tłoków jest oznaczona na głowicy tłoka w miejscu (N) (patrz rys. VN 2.075). Podczas instalowania nowych części o standardowym rozmiarze oznaczenia na tłoku muszą odpowiadać oznaczeniom na bloku cylindrów dla każdego cylindra z osobna. Wartości parametrów kontrolnych tłoków przedstawiono w tabeli.
Doboru wymiarów do naprawy tłoka należy dokonać na podstawie wymiarów zakupionych do naprawy tłoka.
Ponadto specjalista, który wierci cylindry, powinien kierować się znormalizowanymi luzami w parze cylinder-tłok.
VN 2.075
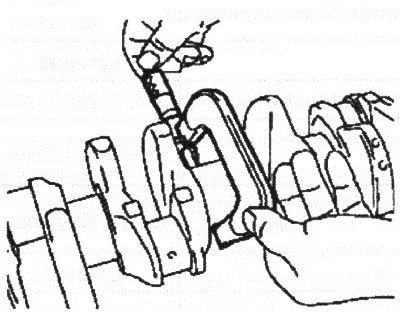
Kontrola stanu wału korbowego
Sprawdzenie stanu wału korbowego polega na oględzinach wizualnych wału pod kątem uszkodzeń i widocznych śladów zużycia, zmierzeniu mikrometrem średnicy każdego czopu, zmierzeniu bicia promieniowego czopów wału korbowego za pomocą czujnika zegarowego przy montażu skrajnych czopów głównych wału korbowego wałek na pryzmach pomiarowych.
VN 2.076
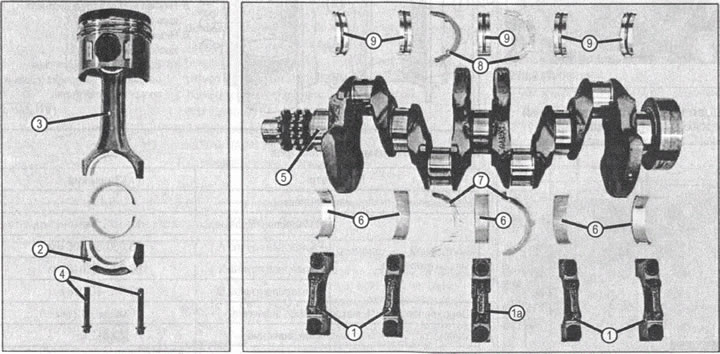
1. Pokrywy łożysk głównych
1a. Pokrywa łożyska głównego nr 3
2. Pokrywy łożysk korbowodu
3. Korbowód
4. Śruby z łbem walcowym łożyska korbowodu
5. Wał korbowy
6 Dolne panewki łożysk głównych
7. Tuleje oporowe
8. Tuleje oporowe
9. Górne panewki łożysk głównych
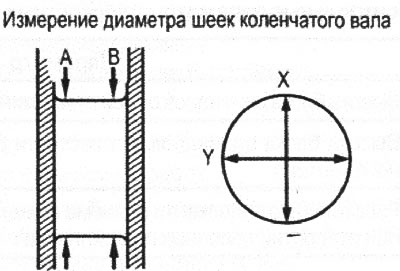
Pomiar czopów łożysk wału korbowego
VN 2.077
VN 2.078

VN 2.079
Pomiar dokonywany jest w punktach (A) i (W) jak pokazano na rys. VN 2.072, w dwóch wzajemnie prostopadłych kierunkach X i Y.
Parametry kontrolne wału korbowego
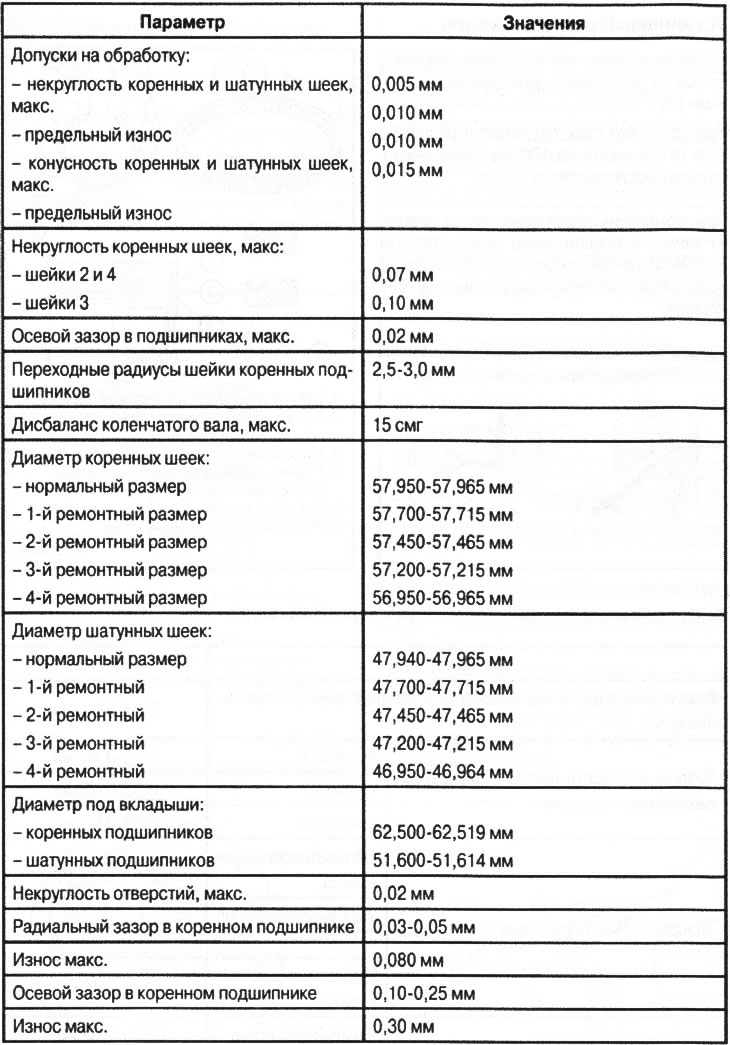
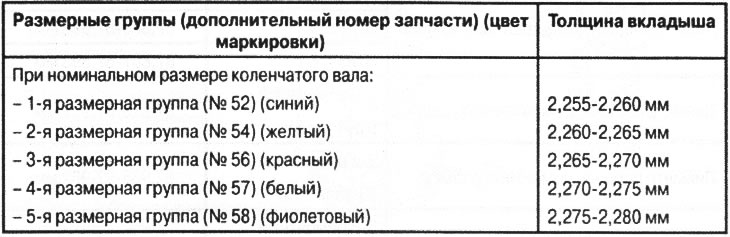
Dane doboru panewek łożysk głównych wału korbowego
Wymiary naprawcze są tworzone przez pogrubienie każdej wkładki o 0,125 mm.
Dobór tulei łożysk głównych
Dobór tulei opiera się na wynikach dokładnego pomiaru średnic czopów wału korbowego z wykorzystaniem tabeli danych doboru tulei.
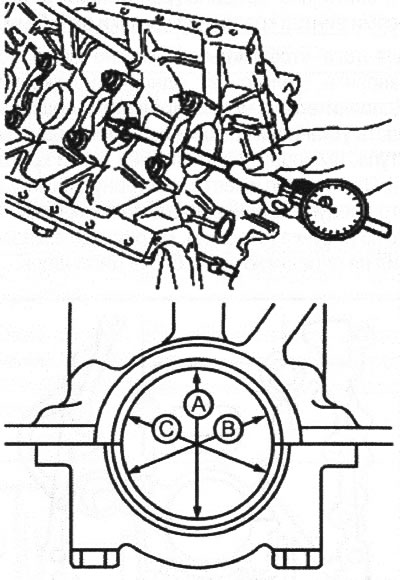
Dodatkowo można zastosować metodę wyznaczania luzu obliczeniowego w łożyskach wału korbowego na podstawie pomiaru wału korbowego i otworów łożysk głównych z założonymi tulejami.
Aby to zrobić, zmierz średnicę otworów w gniazdach dla wkładek w kierunku (A) (np. 62,51 mm).
VN 2.080
Następnie zmierz średnicę czopów głównych wału korbowego (np. 57,95 mm).
Na podstawie pomiarów można określić grubość wkładek.
Na przykład:
62,51 mm (średnica otworu łożyska głównego) - 57,95 mm (średnica czopu łożyska głównego) - 4,55 mm.
Od otrzymanego wyniku odejmujemy średnią standardową wartość luzu w łożysku głównym (0,03 mm + 0,05 mm): 2 = 0,04 mm):
4,55-0,04 = 4,51 mm.
Wynikowa liczba jest dwukrotnością grubości wkładki, należy ją podzielić przez 2: 4,51: 2 = 2,255 mm.
Zatem obliczona wymagana grubość wykładziny w tym przykładzie wyniosłaby 2,255 mm.
Następnie korzystając z tabeli należy wybrać wkładkę.
Na przykład przy grubości 2,255 mm należy wybrać górną i dolną wkładkę z niebieskim oznaczeniem, która odpowiada 1. grupie rozmiarowej.
Uwaga: Ta metoda doboru łożyska jest odpowiednia dla standardowego rozmiaru wału korbowego.
W razie potrzeby napraw zużyty wał korbowy. Należy wybrać rozmiar naprawy i zakupić odpowiednie wkładki. Następnie - na podstawie pomiarów rzeczywistej średnicy otworu z założonymi wkładkami (z dokręconych pokryw łożysk głównych) obrobić wał korbowy tak, aby wartość rzeczywistego luzu w każdym łożysku mieściła się w normowych granicach (0,03-0,05 mm).
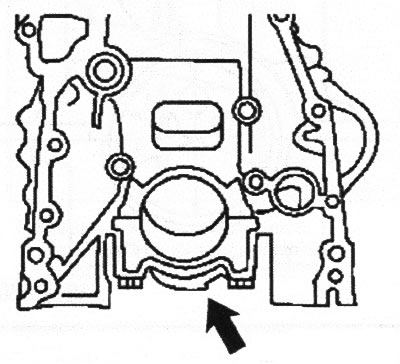
Montaż pokryw łożysk głównych
Oś otworu montażowego pod tuleję w pokrywie łożyska głównego jest przesunięta od środka odległości między osiami śrub mocujących pokrywę o 0,5 mm, dzięki czemu pokrywa może być zamontowana tylko w jednym położeniu. Dodatkowo można sprawdzić poprawność montażu osłony po orientacji występu na spodzie osłony. Ten występ ma charakterystyczny kształt i powinien być zorientowany tak, jak pokazano na rysunku (strzałka). Rysunek przedstawia widok z przodu bloku cylindrów.
VN 2.081
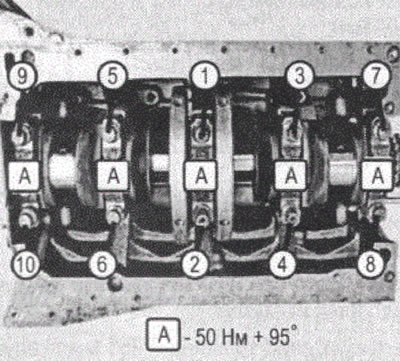
Dokręcanie śrub mocujących pokrywy łożysk głównych wału korbowego
Schemat przykładania sił dokręcania śrub mocujących pokrywy łożysk głównych: 50 Nm + 95°.
Kolejność dokręcania pokazano na rys. WN 2.082,
VN 2.082
Montaż tłoków
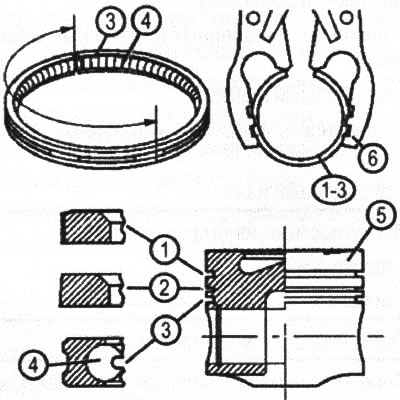
Montaż pierścieni tłokowych
Połączenia pierścieni tłokowych muszą znajdować się na obwodzie cylindra w odległości 120°.
Podczas montażu ustawić złącze rozpieraka sprężynowego pod kątem 180°względem złącza pierścienia zgarniającego olej.
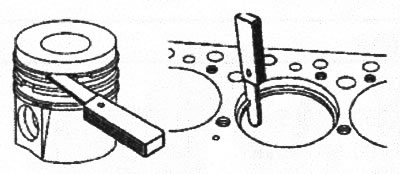
Podczas montażu pierścieni tłokowych należy zmierzyć luz osiowy między pierścieniem a ścianą rowka tłoka oraz luz w zamku pierścienia, gdy pierścień jest montowany w cylindrze bez tłoka.
VN 2.084
1 Pierwszy pierścień kompresyjny (płaski)
2. Drugi pierścień dociskowy (ze stożkową powierzchnią)
3. Pierścień zgarniający olej (jednolity)
4. Sprężynowa spirala ekspandera promieniowego
5. Tłok
6. Narzędzie do rozpierania pierścieni
VN 2.085
Parametry kontrolne tłoków i pierścieni tłokowych