VN 2.069
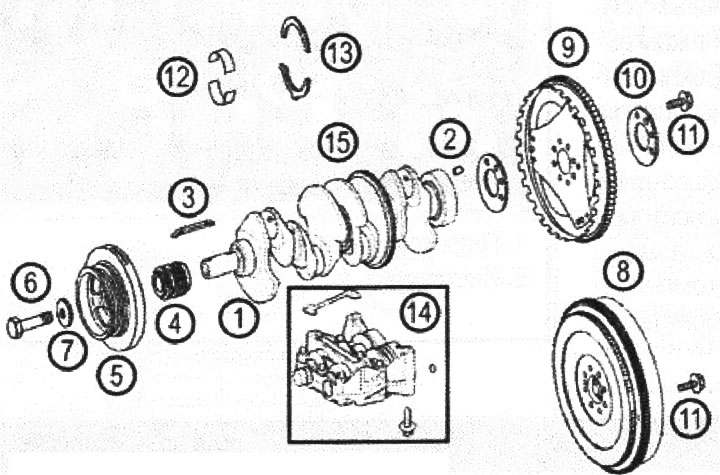
1. Цранк сала (А 646 031 07 01) накнадно замењен са (А646 031 04 01 +001 А108 991 00 67) Као опција: (А 611 031 05 01 001 001 001)
1. Радилица (А 611 031 05 01) накнадно замењен са (А646 031 04 01 +001 А108 991 00 67) Као опција: (А646 031 07 01)
1. Радилица (А 646 031 04 01)
2. Иглица замашњака
3. Кључ сегмента
4. Блок разводног ланчаника
5. Ременица радилице са пригушивачем вибрација
6. Завртњи који причвршћују ременицу за радилицу
7. Васхер
8. Замајац
9. Зупчаник замашњака G40
10. Васхер (MF4)
11. Вијак за причвршћивање замајца М10к1к28.5
12. Шкољке главног лежаја радилице, сет, стандардне величине 58,00 мм
13. Потисни чахуре, сет 2,15 мм
14. Механизам за балансирање
15. Погонски зупчаник балансера
Напомена: на слици је приказана варијанта радилице опремљена зупчаником за балансирање и балансним механизмом, који нису уграђени на моторе ОМ646 који се користе за описано возило. Ови чворови су приказани за информације аутомеханичара.
Препоручујемо да обратите пажњу на број модификација радилице, информације о којима су дате за боље разумевање разноврсности дизајна породице мотора ОМ 646.
Провера стања делова СхПГ и КСхМ састоји се у извођењу следећих радова.
- Провера стања блока цилиндара.
- Проверите стање радилице.
- Провера стања клипњача.
Поправка СхПГ и КСхМ се састоји у извођењу следећих радова.
- Поправка блока цилиндра, укључујући бушење кошуљице цилиндара до величине поправке или замену кошуљица, машинску обраду горње равни, замену (ако је неопходно) чепови расхладног омотача, замена чепова уљних канала (након чишћења уљних канала).
- Поправка радилице, која се састоји у брушењу грла клизних лежајева ради поправке димензија, чишћењу уљних канала и хватача прљавштине.
- Избор клипова на основу резултата поправке блока цилиндара.
- Избор кошуљица за главне и клипњаче лежајеве на основу резултата провере и обраде радилице.
- Замена горњих чаура клипњача према резултатима провере клипњача.
Провера стања блока цилиндра
Провера стања огледала цилиндара
Провера стања блока цилиндра се састоји у извођењу следећих радова.
- Визуелна провера стања огледала цилиндара.
- Мерење пречника цилиндара.
- Визуелни преглед стања горње равни конектора (са МЦЦ-ом).
- Мерење одступања од раван раздвајања са главом цилиндра, са уљним коритом и са колекторима.
Визуелна провера стања огледала цилиндара
Сјајна подручја, огреботине, појединачна сјајна подручја, на примјер, у средини цилиндра или у подручју вијака на глави цилиндра. Блок цилиндра је спреман за даљу употребу.
VN 2.070
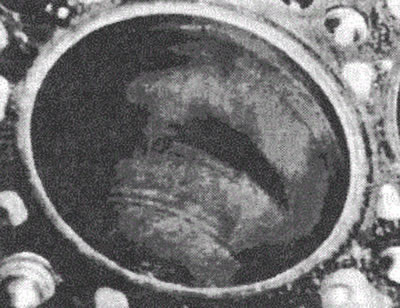
Видљиви трагови, трагови трења који почињу од горње мртве тачке горњег клипног прстена и спуштају се надоле.
Неопипљиви трагови сувог трења који настају услед испирања уљног филма горивом, на пример, током честих покретања хладног мотора у вожњи возила на кратким растојањима.
Такве «заглађено»» трагови трења који се јављају на огледалу цилиндра, углавном у пределу вијака за причвршћивање главе цилиндра и у пределу бочног притиска сукње клипа, су у границама нормале домет.
Клипни прстенови нису оштећени.
Блок цилиндра је спреман за даљу употребу.
VN 2.071
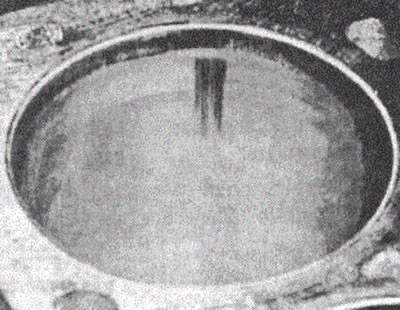
Прстенасти видљиви утисци на огледалу цилиндра у пределу горње и доње мртве тачке клипних прстенова нису знак квара.
Блок цилиндра је спреман за даљу употребу.
VN 2.072
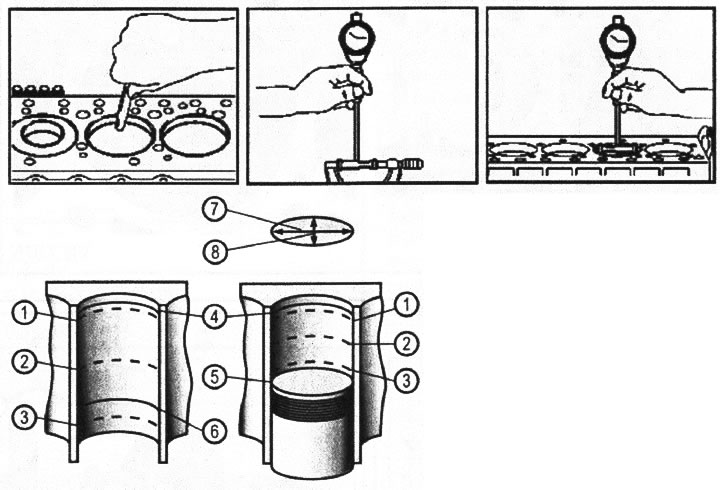
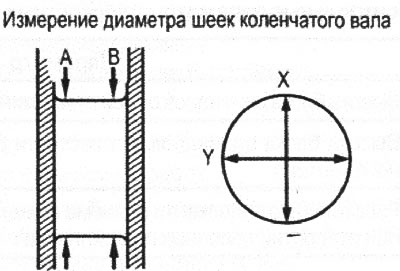
Мерење пречника цилиндра
VN 2.073
1. Тачка мерења пречника цилиндра
2. Тачка мерења пречника цилиндра
3. Тачка мерења пречника цилиндра
4. Горња мртва тачка горњег компресионог прстена
5. Доња мртва тачка горње ивице клипа
6. Доња мртва тачка прстена који се ниско може уклонити
7 и 8. Међусобно окомити правци мерења (дуж и попреко осе мотора)
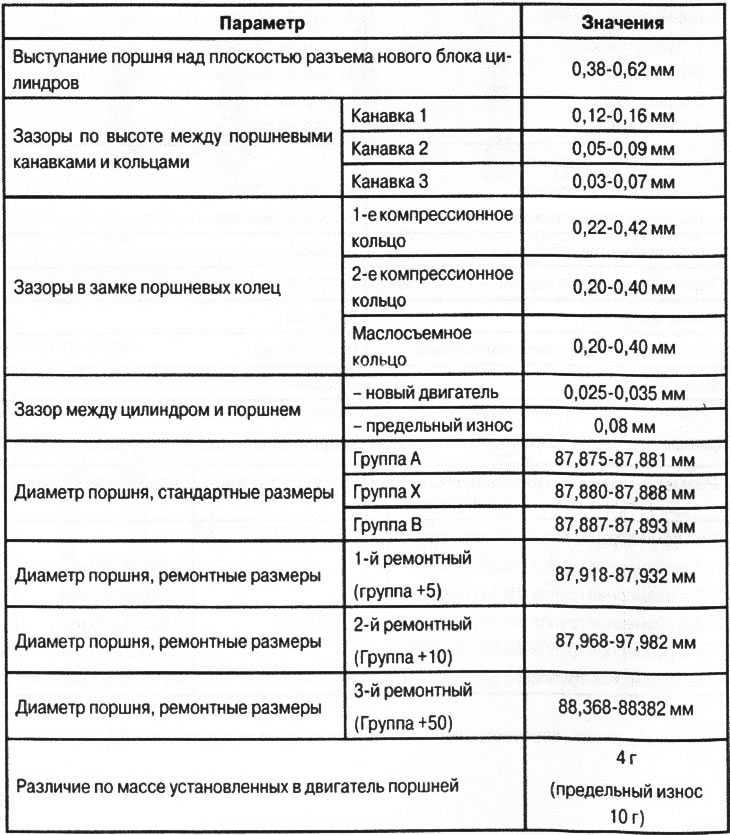
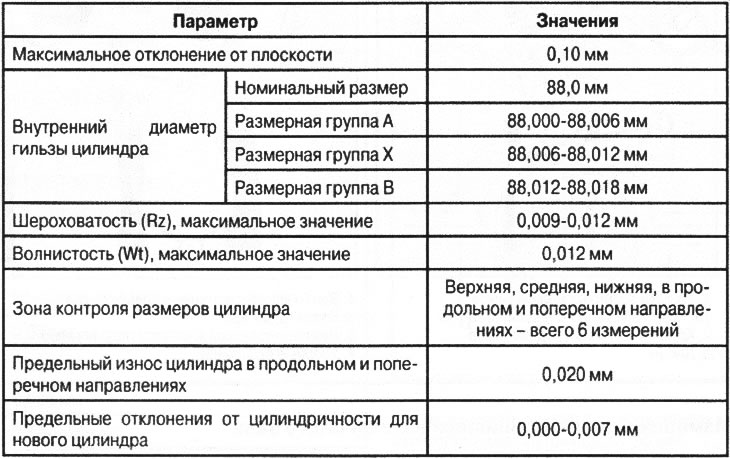
Контролни параметри цилиндара
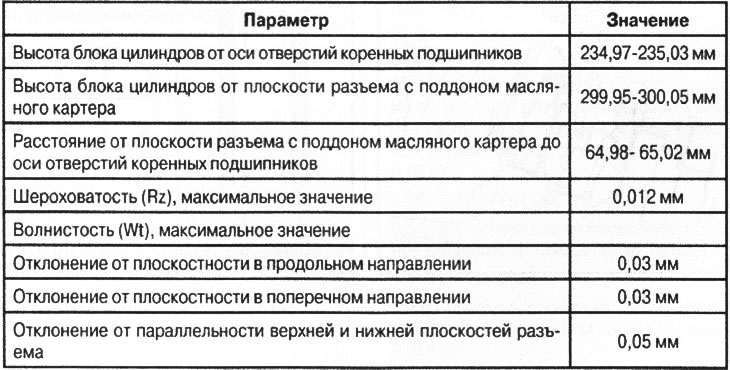
Контролни параметри планарних елемената блока цилиндра
Провера и обрада горње равни блока цилиндра
VN 2.074
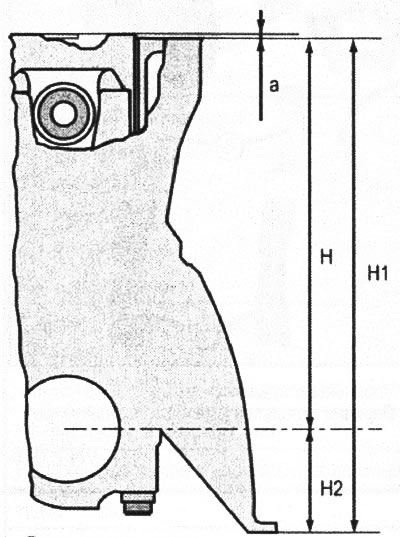
А. Избочина клипа
Х. Висина блока цилиндара од осе рупа главних лежајева
Х1. Висина блока цилиндара од равни раздвајања са уљним коритом
Х2. Удаљеност од равни конектора са уљним коритом до осе рупа главних лежајева
Избор клипова стандардне величине
Приликом замене облога, цилиндри се обрађују на стандардну величину. Пречник цилиндара обрађених у фабрици одговара три класе тачности: А, Б и Кс,
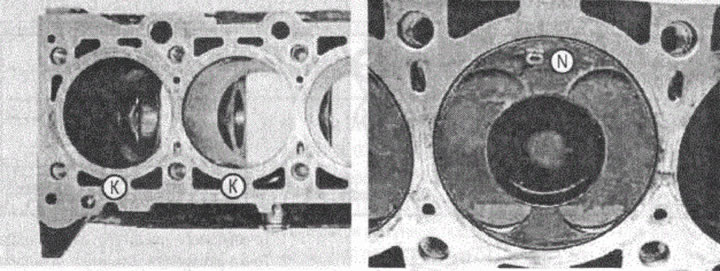
Ознака која означава класу тачности овог цилиндра ставља се на место означено словом на слици (ДО).
Слично цилиндрима мотора, клипови стандардне величине су такође подељени у три групе величина: А. Б и X. Ознака групе величина клипа се наноси на главу клипа у тачки (N) (види сл. VN 2.075). Приликом уградње нових делова стандардне величине, ознаке на клипу морају одговарати ознакама на блоку цилиндра за сваки цилиндар појединачно. Вредности контролних параметара клипова су приказане у табели.
Избор димензија за поправку клипа треба извршити на основу димензија купљених за поправку клипа.
Даље, специјалиста који буши цилиндре треба да се руководи нормализованим зазорима у пару цилиндар-клип.
VN 2.075
Провера стања радилице
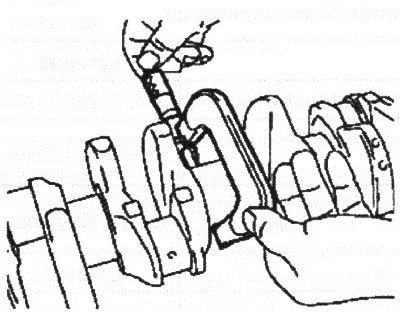
Провера стања радилице се састоји у визуелном прегледу вратила на оштећење и видљивих знакова хабања, мерењу пречника сваког рукавца микрометром, мерењу радијалног отпуштања рукаваца радилице помоћу индикатора бројчаника приликом уградње крајњих главних рукаваца осовине. осовина на мерним призмама.
VN 2.076
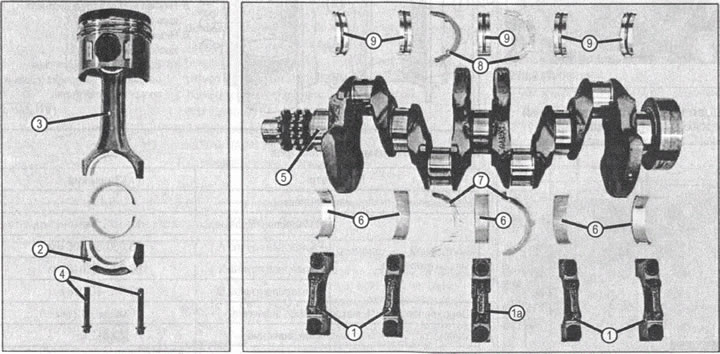
1. Капице главних лежајева
1а. Бр. 3 капица главног лежаја
2. Поклопци лежајева клипњаче
3. Клипњача
4. Вијци поклопца лежаја клипњаче
5. Радилица
6 Доње шкољке главног лежаја
7. Потисни чахуре
8. Потисни чахуре
9. Горње шкољке главног лежаја
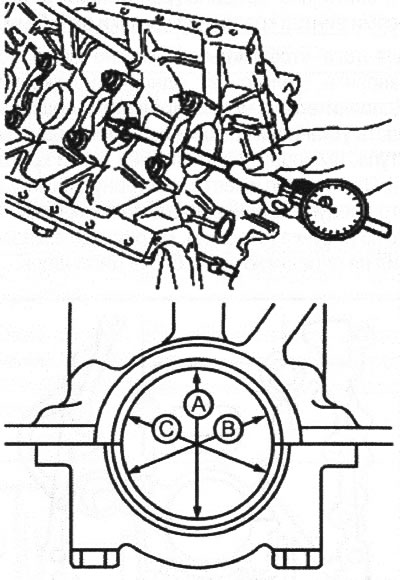
Мерење рукаваца лежајева радилице
VN 2.077
VN 2.078

VN 2.079
Мерење се врши у тачкама (А) и (ИН) као што је приказано на сл. VN 2,072, у два међусобно управна правца Кс и Y.
Контролни параметри радилице
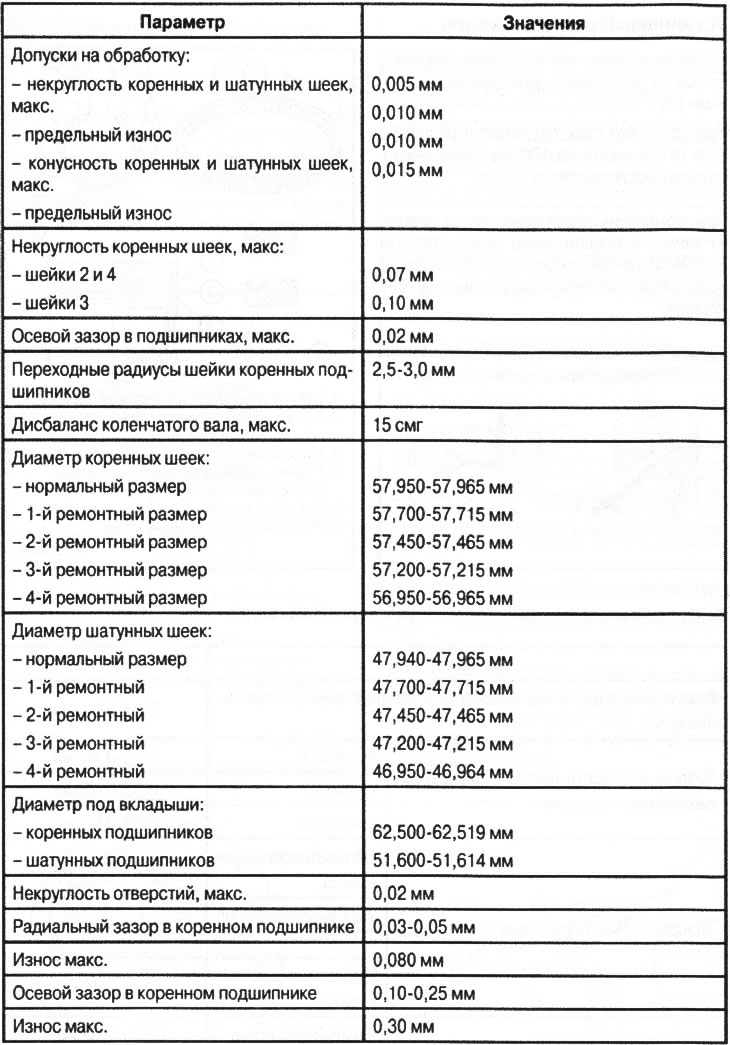
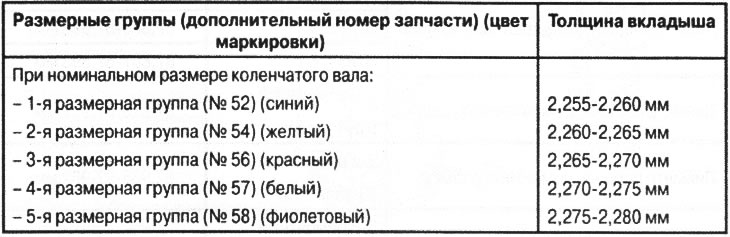
Подаци о избору за шкољке главних лежајева радилице
Димензије за поправку се формирају задебљањем сваког уметка за 0,125 мм.
Избор кошуљица главних лежајева
Избор кошуљице се заснива на резултатима тачног мерења пречника рукаваца радилице помоћу табеле са подацима за избор кошуљица.
Поред тога, можете користити методу одређивања израчунатог зазора у лежајевима радилице на основу мерења радилице и рупа главних лежајева са уграђеним облогама.
Да бисте то урадили, измерите пречник рупа у седиштима за кошуљице у правцу (А) (на пример 62,51 мм).
VN 2.080
Затим измерите пречник главних рукаваца радилице (на пример 57,95 мм).
На основу мерења може се одредити дебљина облога.
На пример:
62,51 мм (пречник отвора главног лежаја) - 57,95 мм (пречник рукавца главног лежаја) - 4,55 мм.
Од добијеног резултата одузимамо просечну стандардну вредност зазора у главном лежају (0,03 мм + 0,05 мм): 2 = 0,04 мм):
4,55-0,04 = 4,51 мм.
Добијени број је двоструко већи од дебљине кошуљице, треба га поделити са 2: 4,51: 2 = 2,255 мм.
Дакле, израчуната потребна дебљина кошуљице у овом примеру би била 2,255 мм.
Након тога, користећи табелу, треба да изаберете уметак.
На пример, са дебљином од 2,255 мм, требало би да изаберете горњу и доњу облогу са плавом ознаком, што одговара 1. групи величина.
Напомена: Ова метода избора лежаја је погодна за стандардну величину радилице.
Ако је потребно, поправите истрошену радилицу. Требало би да изаберете величину поправке и купите одговарајуће облоге. Затим - на основу мерења стварног пречника рупе са уграђеним облогама (од затегнутих капица главних лежајева) да обради радилицу тако да вредност стварног зазора у сваком лежају буде у границама стандарда (0,03-0,05 мм).
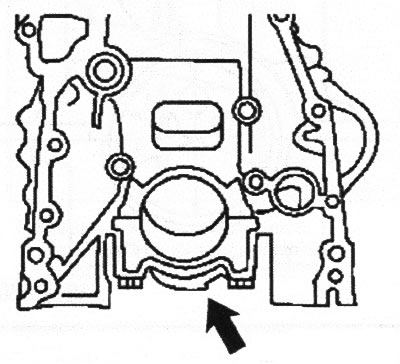
Уградња капица главних лежајева
Оса монтажног отвора за чахуру у капици главног лежаја је померена од средине растојања између оса вијака за причвршћивање поклопца за 0,5 мм, тако да се поклопац може уградити само у једном положају. Додатно, исправност постављања поклопца можете проверити по оријентацији избочине на дну поклопца. Ова избочина има карактеристичан облик и треба да буде оријентисана као што је приказано на слици (стрелац). На слици је приказан поглед на предњи део блока цилиндра.
VN 2.081
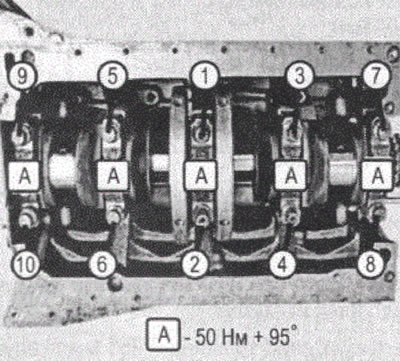
Затезање вијака за причвршћивање поклопаца главних лежајева коленастог вратила
Шема примене сила затезања вијака за причвршћивање капица главних лежајева: 50 Нм + 95°.
Редослед затезања је приказан на сл. VN 2.082,
VN 2.082
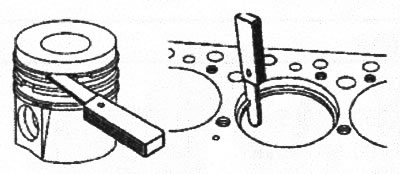
Монтажа клипова
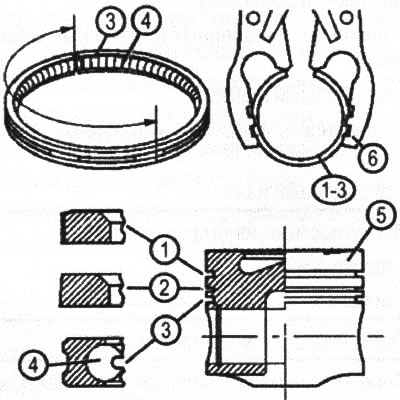
Уградња клипних прстенова
Зглобови клипних прстенова морају се налазити око обима цилиндра на растојању од 120°.
Приликом уградње, поставите спој експандера опруге на 180°у односу на конектор прстена за стругање уља.
Приликом уградње клипних прстенова измерити аксијални зазор између прстена и зида клипног жлеба и зазор у брави прстена када је прстен уграђен у цилиндар без клипа.
VN 2.084
1 Први компресиони прстен (раван)
2. Други компресиони прстен (са конусном површином)
3. Прстен за стругање уља (јединствена)
4. Опруга радијалног експандера спирала
5. Клип
6. Алат за ширење прстенова
VN 2.085
Контролни параметри за клипове и клипне прстенове