VN 2.069
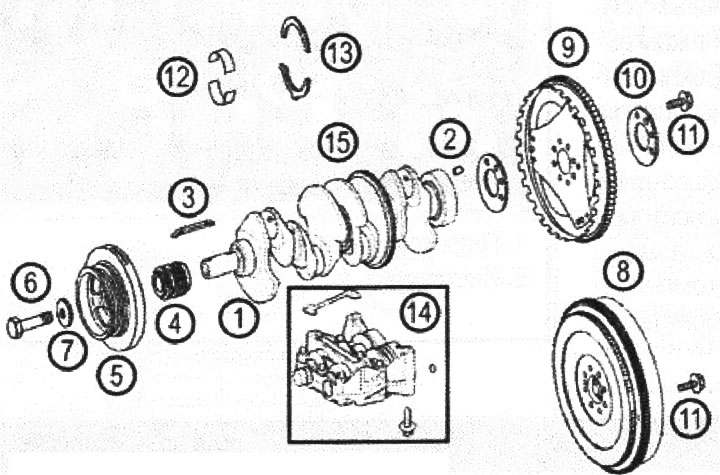
1. Каленчатая зала (А 646 031 07 01) заменены пасля на (А646 031 04 01 +001 А108 991 00 67) Як опцыя: (А 611 031 05 01 001 001 001)
1. Каленчаты вал (А 611 031 05 01) заменены пасля на (А646 031 04 01 +001 А108 991 00 67) Як опцыя: (А646 031 07 01)
1. Каленчаты вал (А 646 031 04 01)
2. Штыфт махавік
3. Сегментная шпонка
4. Блок вядучых зорачак ГРМ
5. Шкiв каленчатага вала з гасільнікам крутильных ваганняў
6. Вінт мацавання шківа да каленчатага вала
7. Шайба
8. Махавік
9. Зубчасты вянок махавік G40
10. Шайба (MF4)
11. Вінт мацавання махавік М10х1х28,5
12. Укладышы карэнных падшыпнікаў каленчатыя вала, камплект, стандартным памер 58,00 мм
13. Упартыя ўкладышы, камплект 2,15 мм
14. Балансірны механізм
15. Прывадная шасцярня балансірнага механізму
Нататка: на малюнку паказаны варыянт каленчатага вала, абсталяваны прывадны шасцярнёй балансірнага механізму і балансірным механізмам, якія на рухавіках ОМ646, якія ўжываюцца для апісванага аўтамабіля, не ўсталёўваюцца. Гэтыя вузлы паказаны для звесткі аўтамеханікаў.
Рэкамендуем звярнуць увагу на колькасць мадыфікацый каленчатага вала, інфармацыя аб якіх прыведзена для лепшага разумення разнастайнасці канструкцый сямейства рухавікоў ОМ 646.
Праверка стану дэталей ШПГ і КШМ заключаецца ў правядзенні наступных работ.
- Праверкі стану блока цыліндраў.
- Праверкі стану каленчатага вала.
- Праверкі стану шатуноў.
Рамонт ШПГ і КШМ складаецца ў правядзенні наступных прац.
- Рамонту блока цыліндраў, які ўключае ў сябе расточванне гільзаў цыліндраў у рамонтны памер або замену гільзаў, механічную апрацоўку верхняй плоскасці, замену (пры неабходнасці) заглушак кашулі астуджэння, замену заглушак алейных каналаў (пасля ачысткі алейных каналаў).
- Рамонту каленчатага вала, які складаецца ў шліфоўцы шыек падшыпнікаў слізгацення да рамонтных памераў, ачыстцы алейных каналаў і грязеуловителей.
- Падбору поршняў па выніках рамонту блока цыліндраў.
- Падбору ўкладышаў карэнных і шатун падшыпнікаў па выніках праверкі і апрацоўкі каленчатага вала.
- Замены верхніх утулак шатуноў па выніках праверкі шатуноў.
Праверка стану блока цыліндраў
Праверка стану люстэрка цыліндраў
Праверка стану блока цыліндраў складаецца ў правядзенні наступных прац.
- Візуальнай праверкі стану люстэрка цыліндраў.
- Вымярэнні дыяметра цыліндраў.
- Візуальнай праверкі стану верхняй плоскасці раздыма (з ГВЦ).
- Вымярэнні адхіленняў ад плоскасцяў раздыма з ГВЦ, з паддонам алейнага картэра і з калектарамі.
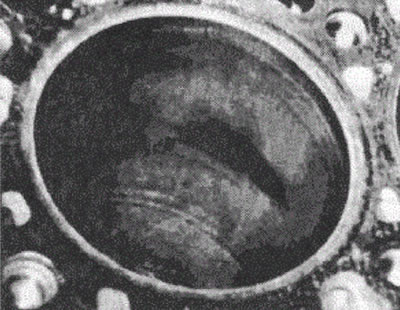
Візуальная праверка стану люстэрка цыліндраў
Глянцавыя ўчасткі, пацёртасці, асобныя бліскучыя ўчасткі, напрыклад, у сярэдзіне цыліндру або ў зоне шруб мацавання ГБЦ. Блок цыліндраў прыдатны да наступнага выкарыстання.
VN 2.070
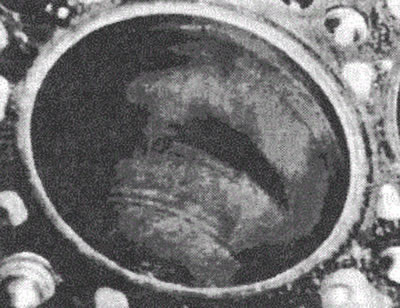
Бачныя рызыкі, сляды трэння, якія пачынаюцца ў зоне верхняй мёртвай кропкі верхняга поршневага кольца і сыходныя ўніз.
Не якія адчуваюцца сляды сухога трэння, якія ўзнікаюць у выніку змывання палівам алейнай плёнкі, напрыклад, пры частых пусках халоднага рухавіка ў рэжыме эксплуатацыі аўтамабіля на кароткія дыстанцыі.
Такія «згладжаныя»» сляды трэння, якія ўзнікаюць на люстэрку цыліндры пераважна ў зоне шруб мацавання галоўкі блока цыліндраў і на ўчастку бакавога ціску спадніцы поршня, знаходзяцца ў межах нормы.
Поршневыя кольцы не пашкоджаны.
Блок цыліндраў прыдатны да наступнага выкарыстання.
VN 2.071
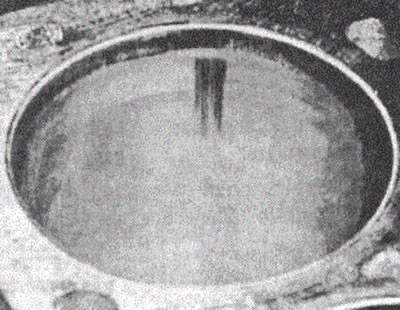
Колцападобныя бачныя адбіткі на люстэрку цыліндру ў зоне верхняй і ніжняй мёртвых кропак поршневых кольцаў прыкметай няспраўнасці не з'яўляюцца.
Блок цыліндраў прыдатны да наступнага выкарыстання.
VN 2.072
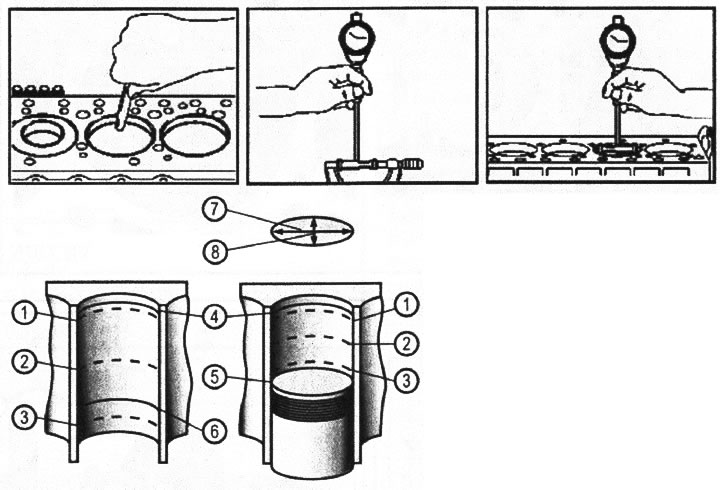
Вымярэнне дыяметра цыліндраў
VN 2.073
1. Кропка вымярэння дыяметра цыліндру
2. Кропка вымярэння дыяметра цыліндру
3. Кропка вымярэння дыяметра цыліндру
4. Верхняя мёртвая кропка верхняга компрессіонные кольцы
5. Ніжняя мёртвая кропка верхняга краю поршня
6. Ніжняя мёртвая кропка малаздымнага кольца
7 і 8. Узаемна перпендыкулярныя напрамкі вымярэння (уздоўж і папярок восі рухавіка)
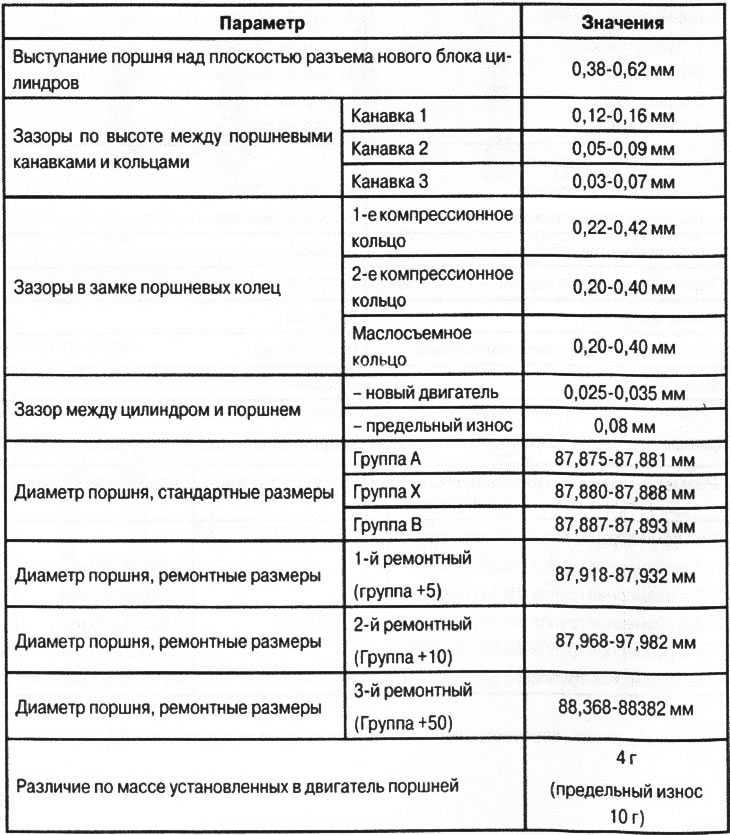
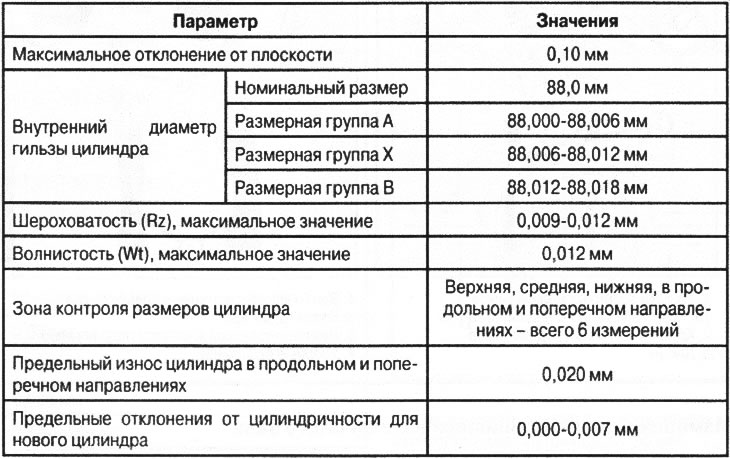
Кантрольныя параметры цыліндраў
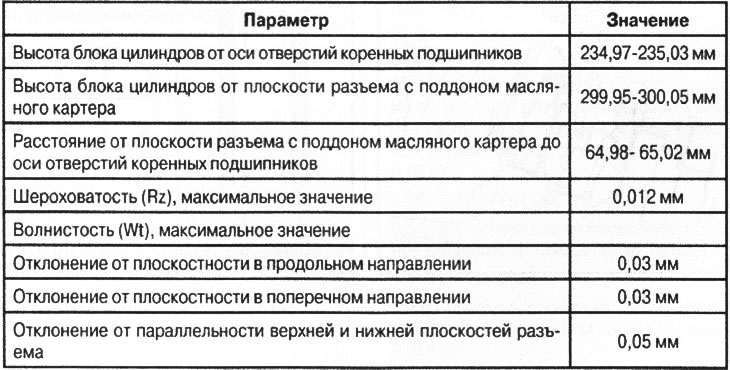
Кантрольныя параметры плоскасцевых элементаў блока цыліндраў
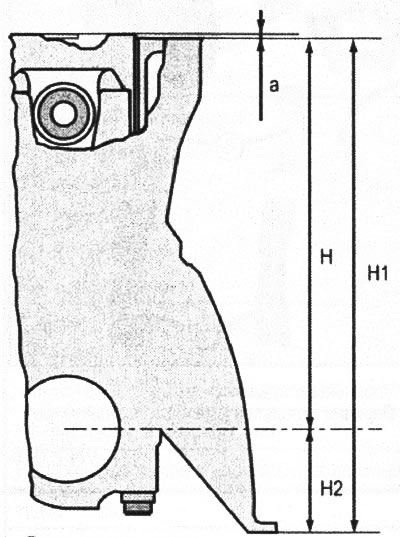
Праверка і апрацоўка верхняй плоскасці блока цыліндраў
VN 2.074
а. Выступанне поршня
Н. Вышыня блока цыліндраў ад восі адтулін карэнных падшыпнікаў
Н1. Вышыня блока цыліндраў ад плоскасці раздыма з паддонам алейнага картэра
Н2. Адлегласць ад плоскасці раздыма з паддонам алейнага картэра да восі адтулін карэнных падшыпнікаў
Падбор поршні стандартнага памеру
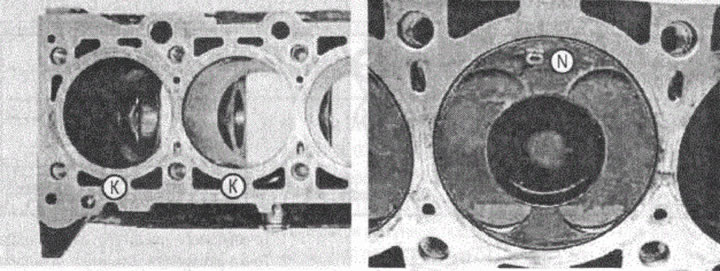
Пры замене гільзаў цыліндры апрацоўваюцца ў стандартны памер. Дыяметр цыліндраў, апрацаваных на прадпрыемстве-вытворцу, адпавядае тром класам дакладнасці: А, У і X,
Пазнака, якая пазначае клас дакладнасці дадзенага цыліндру, размешчана ў месцы, пазначаным на малюнку літарай (Да).
Аналагічна цыліндрам рухавіка поршні стандартнага памеру таксама падзелены на тры памерныя групы: А. У і X. Маркіроўка памернай групы поршня нанесена на дно поршня ў кропцы (N) (гл. мал. VN 2.075). Пры ўсталёўцы новых дэталяў стандартнага памеру маркіроўка на поршні павінна адпавядаць маркіроўцы на блоку цыліндраў для кожнага цыліндру ў асобнасці. Значэнні кантрольных параметраў поршняў прадстаўлены ў табліцы.
Падбор рамонтных памераў поршня варта вырабляць, зыходзячы з памераў, набытых для рамонту поршні.
Далей адмысловец, які вырабляе расточванне цыліндраў, павінен арыентавацца на нармаваныя зазоры ў пары цыліндр - поршань.
VN 2.075
Праверка стану каленчатага вала
Праверка стану каленчатага вала складаецца ў візуальным аглядзе вала на прадмет пашкоджанняў і бачных прыкмет зносу, вымярэнні дыяметра кожнай шыйкі пры дапамозе мікраметра, вымярэнні радыяльнага біцця шыек каленчатага вала з дапамогай індыкатара гадзіннікавага тыпу пры ўсталёўцы крайніх карэнных шыек вала на вымяральныя прызмы.
VN 2.076
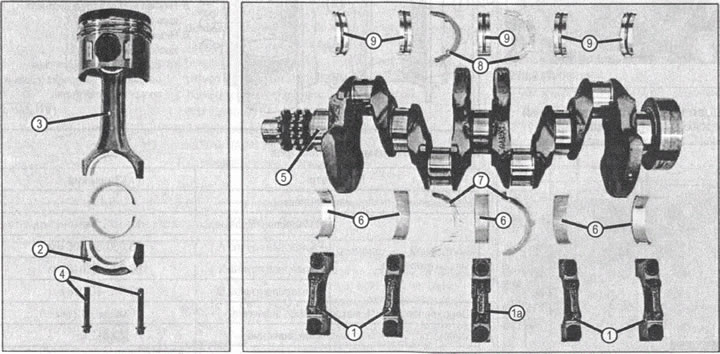
1. Вечкі карэнных падшыпнікаў
1а. Вечка карэннага падшыпніка №3
2. Вечкі шатун падшыпнікаў
3. Шатун
4. Шрубы накрывак шатун падшыпнікаў
5. Каленчаты вал
6 Ніжнія ўкладышы карэнных падшыпнікаў
7. Упартыя ўкладышы
8. Упартыя ўкладышы
9. Верхнія ўкладышы карэнных падшыпнікаў
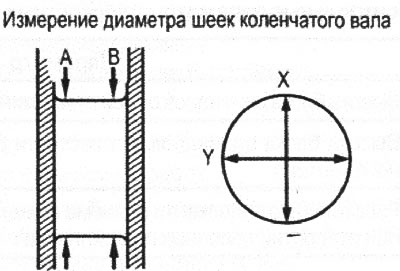
Вымярэнне шыек падшыпнікаў каленчатага вала
VN 2.077
VN 2.078

VN 2.079
Вымярэнне вырабляецца ў кропках (А) і (У) так, як паказана на мал. VN 2.072, у двух узаема перпендыкулярных напрамках X і Y.
Кантрольныя параметры каленчатага вала
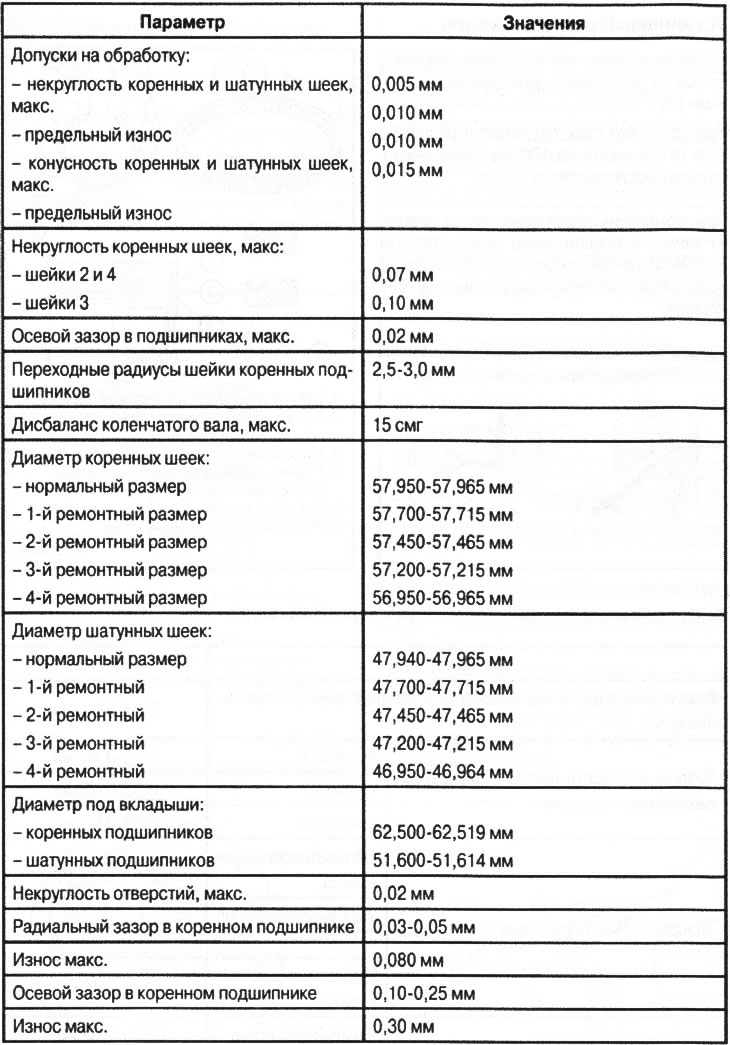
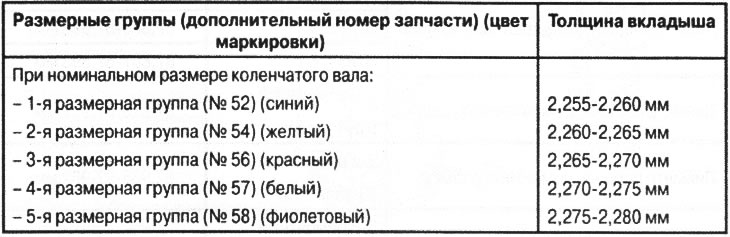
Дадзеныя для падбору ўкладышаў карэнных падшыпнікаў каленчатага вала
Рамонтныя памеры ўтворацца шляхам патаўшчэнні кожнага ўкладыша на 0,125 мм.
Падбор укладышаў карэнных падшыпнікаў
Падбор укладышаў вырабляецца па выніках дакладнага вымярэння дыяметраў шыек каленчатага вала пры дапамозе табліцы дадзеных для падбору ўкладышаў.
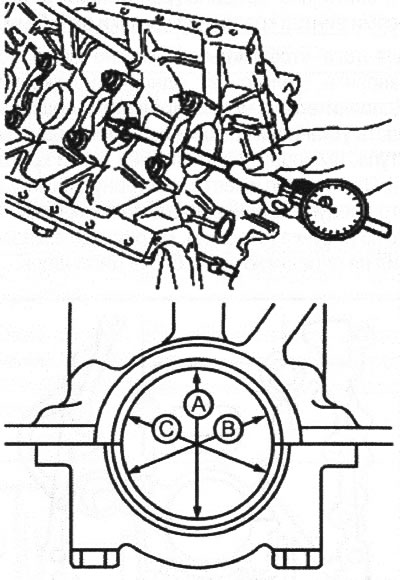
Акрамя таго, можна скарыстацца методыкай вызначэння разліковага зазору ў падшыпніках каленчатага вала на аснове вымярэння каленчатага вала і адтулін карэнных падшыпнікаў пры ўсталяваных укладышах.
Для гэтага варта вымераць дыяметр адтулін пасадачных месцаў пад укладышы ў напрамку (А) (напрыклад, 62,51 мм).
VN 2.080
Затым вымераць дыяметр карэнных шыек каленчатага вала (напрыклад, 57,95 мм).
На падставе вымярэнняў можна вызначыць таўшчыню ўкладышаў.
Напрыклад:
62,51 мм (дыяметр адтуліны карэннага падшыпніка) - 57,95 мм (дыяметр шыйкі карэннага падшыпніка) - 4,55 мм.
З атрыманага выніку адымаем сярэдняе нарматыўнае значэнне зазору ў карэнным падшыпніку (0,03 мм + 0,05 мм): 2 = 0,04 мм):
4,55-0,04 = 4,51 мм.
Атрыманы лік з'яўляецца падвойнай таўшчынёй укладыша, яе варта падзяліць на 2: 4,51: 2 = 2,255 мм.
Такім чынам, разліковая патрабаваная таўшчыня ўкладыша ў дадзеным прыкладзе складзе 2,255 мм.
Пасля гэтага пры дапамозе табліцы варта падабраць укладыш.
Напрыклад, пры таўшчыні 2,255 мм варта абраць верхні і ніжні ўкладышы з сіняй пазнакай, што адпавядае 1-й размернай групе.
Заўвага: гэты спосаб падбору ўкладышаў падыходзіць для стандартнага памеру каленчатага вала.
Пры неабходнасці трэба вырабіць рамонт зношанага каленчатага вала. Варта падабраць рамонтны памер і набыць адпаведныя ўкладышы. Затым - на падставе вымярэнняў фактычнага дыяметра адтуліны з усталяванымі ўкладышамі (з зацягнутых вечках карэнных падшыпнікаў) вырабіць апрацоўку каленчатага вала так, каб значэнне фактычнага зазору ў кожным падшыпніку знаходзілася ў нарматыўных межах (0,03-0,05 мм).
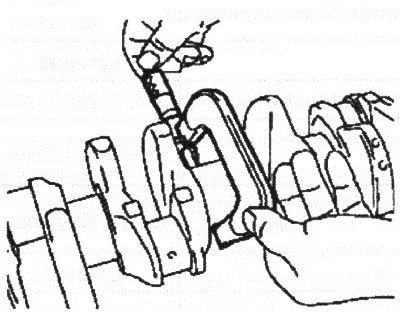
Усталёўка вечкаў карэнных падшыпнікаў
Вось пасадкавай адтуліны пад укладыш у вечку карэннага падшыпніка зрушаная адносна сярэдзіны адлегласці паміж восямі шруб мацавання вечка на 0,5 мм, для таго каб вечка можна было ўсталяваць толькі ў адным становішчы. Дадаткова можна праверыць правільнасць усталёўкі вечка па арыентацыі выступу, наяўнага на ніжняй частцы вечка. Гэты выступ мае характэрную форму, і яго варта арыентаваць так, як паказана на малюнку (стрэлка). На малюнку паказаны від на пярэднюю частку блока цыліндраў.
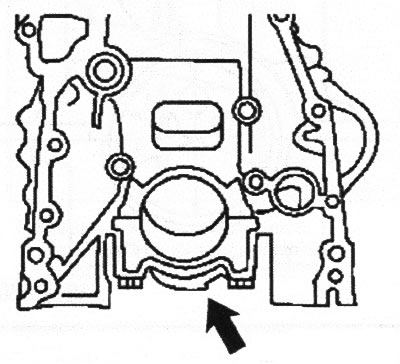
VN 2.081
Зацяжка шруб мацавання вечкаў карэнных падшыпнікаў каленчатага вала
Схема прыкладання намаганняў зацяжкі шруб мацавання вечкаў карэнных падшыпнікаў: 50 Нм + 95°.
Паслядоўнасць зацяжкі паказана на мал. VN 2.082,
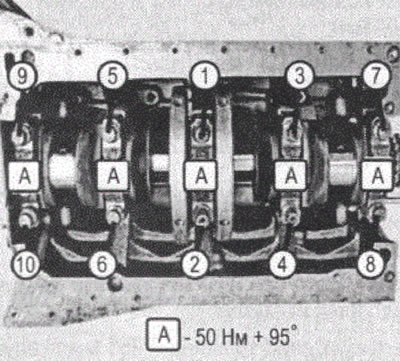
VN 2.082
Ўстаноўка поршняў
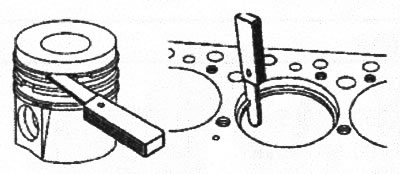
Ўстаноўка поршневых кольцаў
Стыкі поршневых кольцаў павінны размяшчацца па акружнасці цыліндру на адлегласці 120°.
Пры ўсталёўцы стык спружыннага пашыральніка размесціце на 180°у адносінах да раздыма маслосъемного кольцы.
Пры ўсталёўцы поршневых кольцаў варта замерыць восевы зазор паміж кольцам і сценкай канаўкі поршня і зазор у замку кольца пры ўсталёўцы кольца ў цыліндр без поршня.
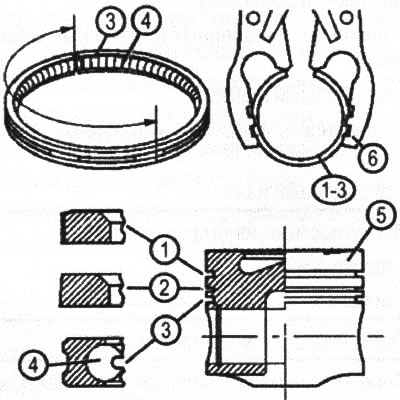
VN 2.084
1 Першае компрессіонные кольца (плоскае)
2. Другое компрессіонные кольца (з конуснай паверхняй)
3. Маслаздымнае кольца (унітарнае)
4. Спружынны радыяльны пашыральнік спіральны
5. Поршань
6. Інструмент для разціску кольцаў
VN 2.085
Кантрольныя параметры для поршняў і поршневых кольцаў