VN 2.069
1. Sala manivelei (A 646 031 07 01) înlocuit ulterior de (А646 031 04 01 +001 А108 991 00 67) Ca opțiune: (A 611 031 05 01 001 001 001)
1. Arborele cotit (A 611 031 05 01) înlocuit ulterior de (А646 031 04 01 +001 А108 991 00 67) Ca opțiune: (A646 031 07 01)
1. Arborele cotit (A 646 031 04 01)
2. Ştiftul volantului
3. Tasta segment
4. Blocul pinionului de sincronizare
5. Rolie arbore cotit cu amortizor de vibrații
6. Înșurubați care fixează fulia de arborele cotit
7. Mașină de spălat
8. Volant
9. G40 roată inelară a volantului
10. Mașină de spălat (MF4)
11. Șurub pentru fixarea volantului M10x1x28,5
12. Coji lagăre principale arbore cotit, set, dimensiune standard 58,00 mm
13. Bucșe de tracțiune, setați 2,15 mm
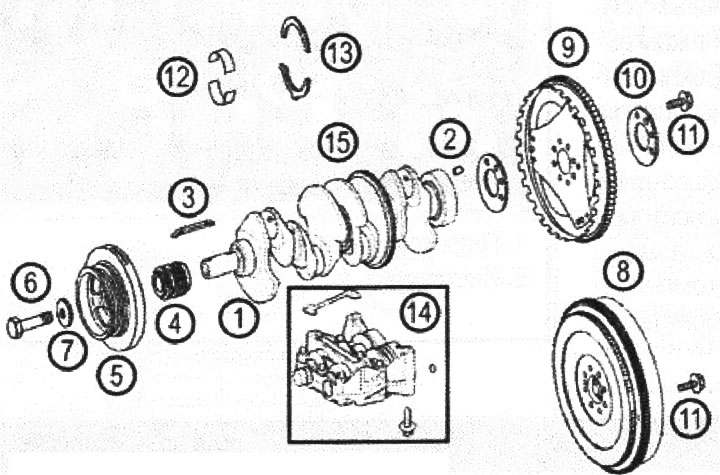
14. Mecanism de echilibrare
15. Angrenaj de antrenare a echilibrului
Notă: figura prezintă o variantă de arbore cotit echipată cu un angrenaj de antrenare a echilibrului și un mecanism de echilibrare, care nu sunt instalate pe motoarele OM646 utilizate pentru vehiculul descris. Aceste noduri sunt afișate pentru informațiile mecanicii auto.
Vă recomandăm să acordați atenție numărului de modificări ale arborelui cotit, informații despre care sunt furnizate pentru o mai bună înțelegere a varietății de modele ale familiei de motoare OM 646.
Verificarea stării pieselor ShPG și KShM constă în efectuarea următoarelor lucrări.
- Verificarea stării blocului cilindrilor.
- Verificați starea arborelui cotit.
- Verificarea stării bielelor.
Reparația ShPG și KShM constă în efectuarea următoarelor lucrări.
- Repararea blocului cilindrilor, inclusiv alezarea cămășilor cilindrilor la dimensiunea reparației sau înlocuirea căptușilor, prelucrarea planului superior, înlocuirea (daca este necesar) dopuri manta de racire, inlocuire dopuri canale de ulei (după curățarea canalelor de ulei).
- Reparatia arborelui cotit, care consta in slefuirea gaturilor lagarelor de alunecare pentru repararea dimensiunilor, curatarea canalelor de ulei si a capcanelor de murdarie.
- Alegerea pistoanelor pe baza rezultatelor reparației blocului cilindrilor.
- Selectarea garniturilor pentru lagărele principale și de biela pe baza rezultatelor verificării și prelucrării arborelui cotit.
- Inlocuirea bucselor superioare ale bielelor in functie de rezultatele verificarii bielelor.
Verificarea stării blocului cilindrilor
Verificarea stării unei oglinzi a cilindrilor
Verificarea stării blocului de cilindri constă în efectuarea următoarelor lucrări.
- Verificarea vizuală a stării unei oglinzi a cilindrilor.
- Măsurători ale diametrului cilindrilor.
- Inspecție vizuală a stării planului superior al conectorului (cu MCC).
- Măsurarea abaterilor de la planurile de separare cu chiulasa, cu baia de ulei și cu colectoare.
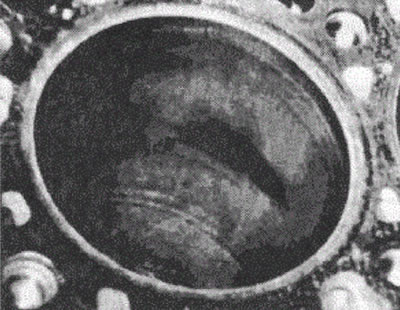
Verificarea vizuală a stării unei oglinzi a cilindrilor
Zone lucioase, abraziuni, zone strălucitoare individuale, de exemplu, în mijlocul cilindrului sau în zona șuruburilor cu chiulasa. Blocul cilindri este gata pentru utilizare ulterioară.
VN 2.070
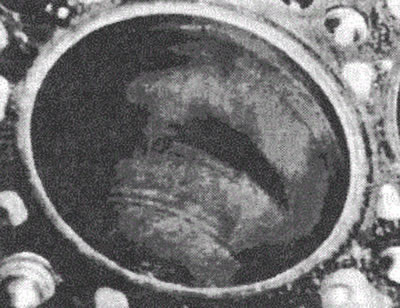
Urme vizibile, semne de frecare care încep în zona de centru mort superior a inelului superior al pistonului și coboară în jos.
Urme intangibile de frecare uscată rezultate din spălarea peliculei de ulei de către combustibil, de exemplu, în timpul pornirilor frecvente ale unui motor rece în funcționarea vehiculului pe distanțe scurte.
Astfel de «netezit»» urmele de frecare care apar pe oglinda cilindrului, în principal în zona șuruburilor pentru fixarea chiulasei și în zona presiunii laterale a mantalei pistonului, sunt în limitele normale. gamă.
Segurile de piston nu sunt deteriorate.
Blocul cilindri este gata pentru utilizare ulterioară.
VN 2.071
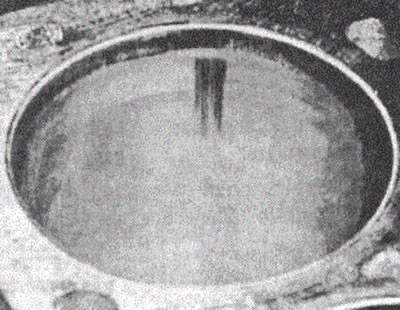
Amprentele vizibile în formă de inel pe oglinda cilindrului în zona punctelor moarte superioare și inferioare ale inelelor pistonului nu sunt un semn al unei defecțiuni.
Blocul cilindri este gata pentru utilizare ulterioară.
VN 2.072
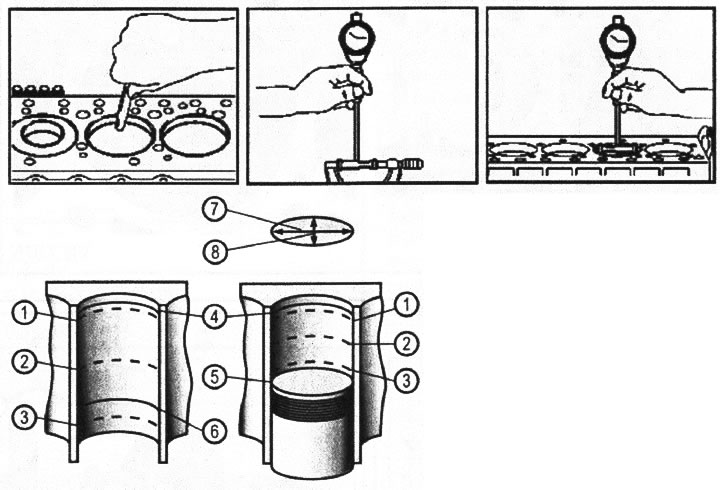
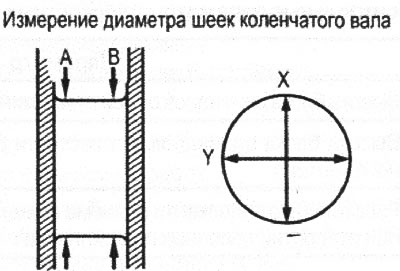
Măsurarea diametrului cilindrului
VN 2.073
1. Punct de măsurare a diametrului cilindrului
2. Punct de măsurare a diametrului cilindrului
3. Punct de măsurare a diametrului cilindrului
4. Centru mort superior al inelului de compresie superior
5. Centru mort inferior al marginii superioare a pistonului
6. Centrul mort inferior al inelului detașabil inferior
7 și 8. Direcții de măsurare reciproc perpendiculare (de-a lungul și peste axa motorului)
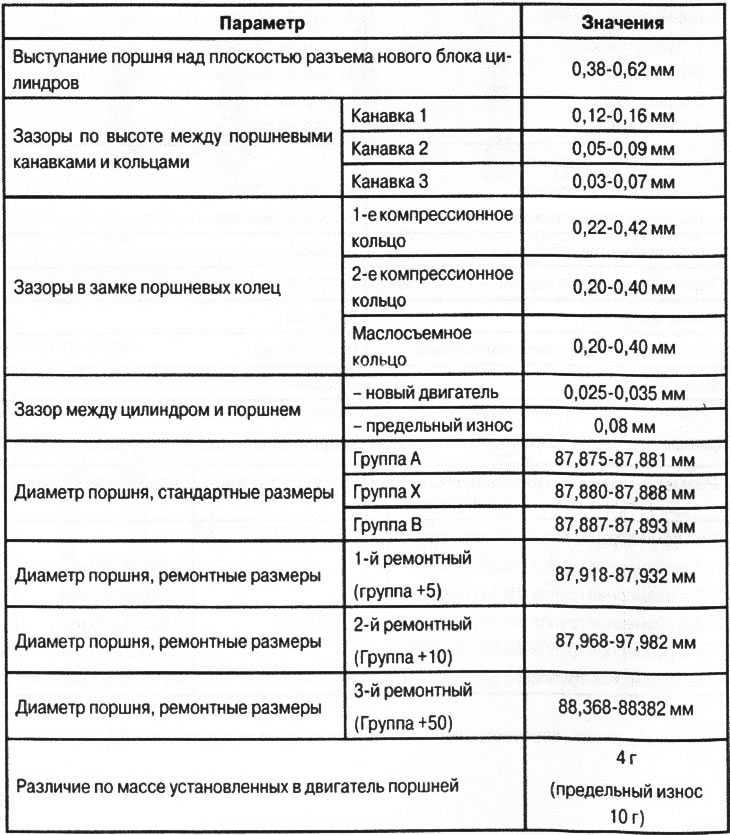
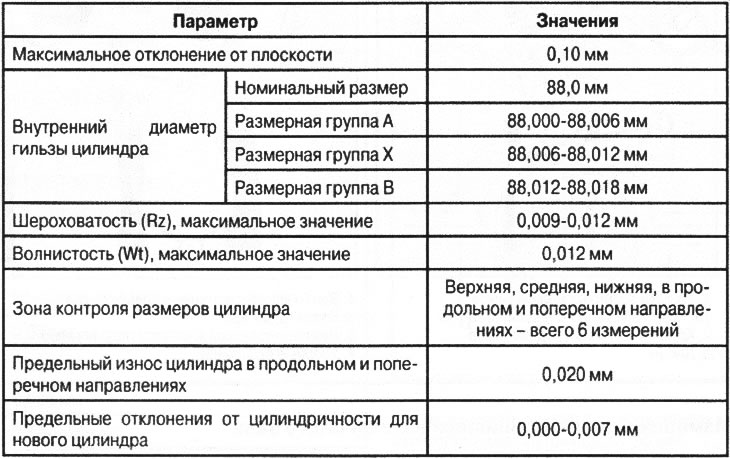
Parametrii de control ai cilindrilor
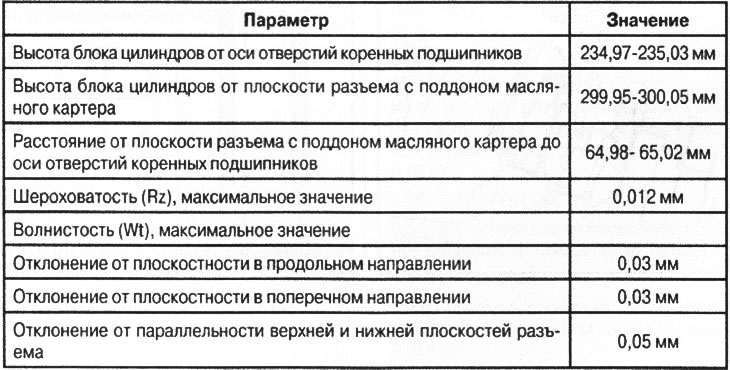
Parametrii de control ai elementelor plane ale blocului cilindri
Verificarea si prelucrarea planului superior al blocului cilindri
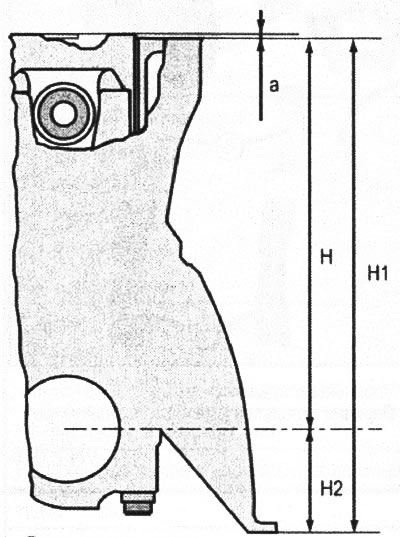
VN 2.074
A. Proeminența pistonului
H. Înălțimea blocului de cilindri de la axa găurilor lagărelor principale
H1. Înălțimea blocului cilindrilor de la planul de separare cu baia de ulei
H2. Distanța de la planul conectorului cu baia de ulei până la axa găurilor lagărelor principale
Selectarea pistoanelor de dimensiune standard
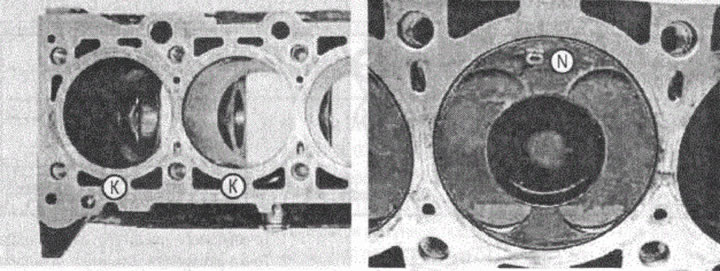
La înlocuirea căptușelilor, cilindrii sunt prelucrați la o dimensiune standard. Diametrul cilindrilor prelucrați în fabrică corespunde celor trei clase de precizie: A, B și X,
O etichetă care indică clasa de precizie a acestui cilindru este plasată în locul indicat în figură prin litera (LA).
Similar cu cilindrii motorului, pistoanele de dimensiune standard sunt, de asemenea, împărțite în trei grupe de dimensiuni: A, B și X. Grupul de dimensiune a pistonului este marcat pe capul pistonului în punctul (N) (vezi desen VN 2.075). La instalarea unor piese noi de dimensiuni standard, marcajele de pe piston trebuie să se potrivească cu marcajele de pe blocul cilindrilor pentru fiecare cilindru în mod individual. Valorile parametrilor de control ai pistoanelor sunt prezentate în tabel.
Selectarea dimensiunilor de reparare a pistonului trebuie făcută pe baza dimensiunilor achiziționate pentru repararea pistonului.
În plus, specialistul care alezează cilindrii ar trebui să fie ghidat de jocurile normalizate din perechea cilindru-piston.
VN 2.075
Verificarea stării arborelui cotit
Verificarea stării arborelui cotit constă în inspectarea vizuală a arborelui pentru deteriorări și semne vizibile de uzură, măsurarea diametrului fiecărui bolt cu un micrometru, măsurarea curbei radiale a fuselor arborelui cotit cu ajutorul unui comparator la instalarea fustelor principale extreme ale arborelui cotit. arborele pe prismele de măsurare.
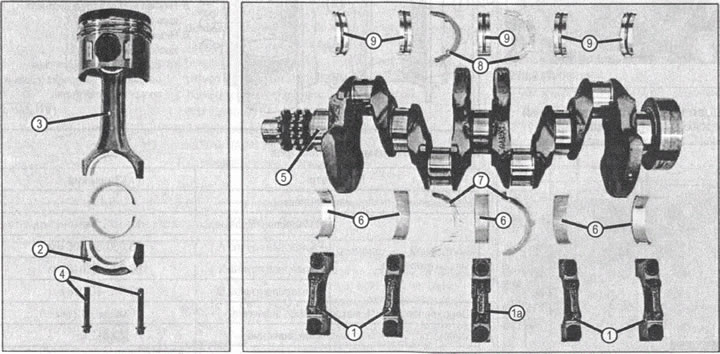
VN 2.076
1. Capace lagăre principale
1a. Capac rulment principal nr. 3
2. Capace lagăre biele
3. Biela
4. Șuruburi cu cap lagăr de biela
5. Arborele cotit
6 Inferioare carcase de rulment principal
7. Bucșe de împingere
8. Bucșe de împingere
9. Carcase superioare ale lagărului principal
Măsurarea rulmenților arborelui cotit
VN 2.077
VN 2.078

VN 2.079
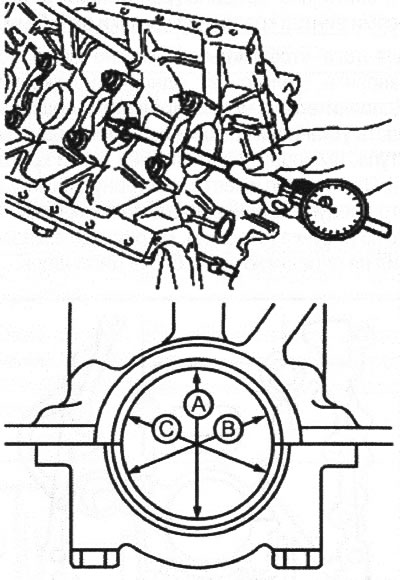
Măsurarea se face în puncte (A) Și (ÎN) după cum se arată în desen VN 2.072, în două direcții reciproc perpendiculare X și Y.
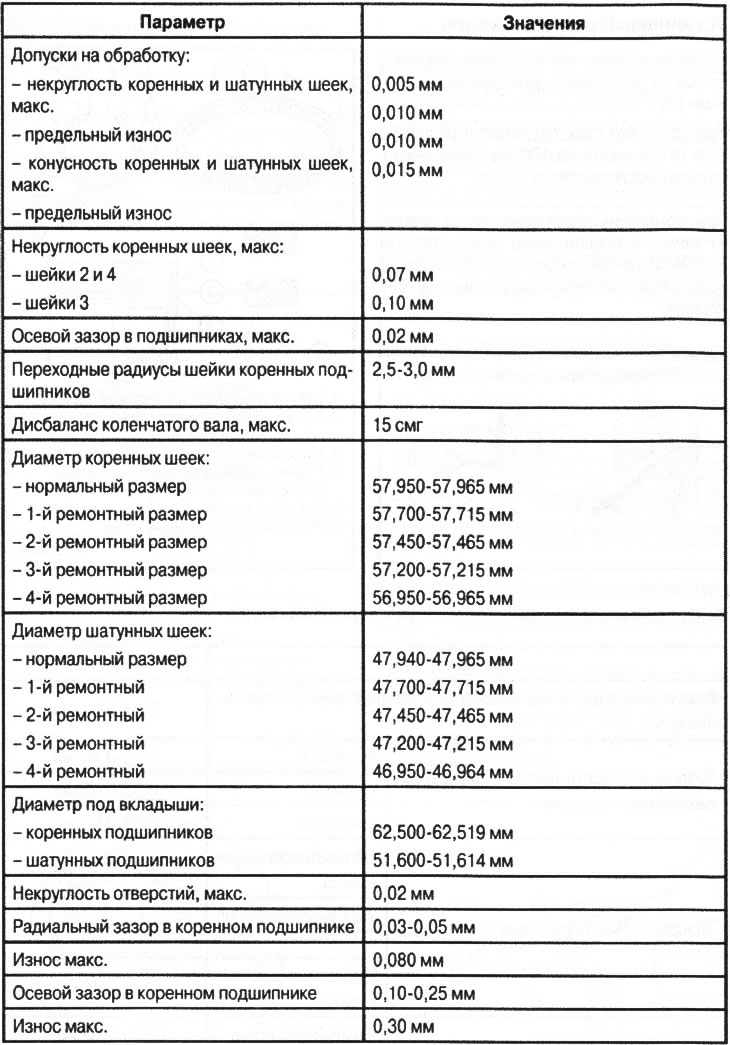
Parametrii de control ai arborelui cotit
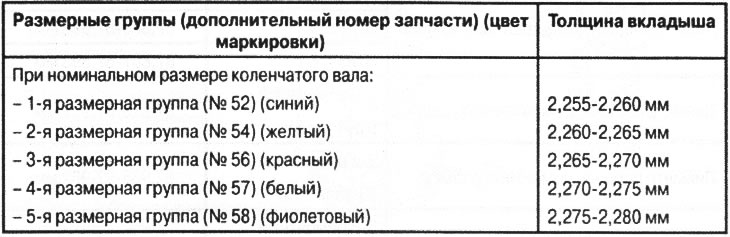
Date de selecție pentru carcasele lagărelor principale ale arborelui cotit
Dimensiunile de reparație se formează prin îngroșarea fiecărei inserții cu 0,125 mm.
Selectarea garniturilor de rulmenți principali
Selectarea garniturilor se bazează pe rezultatele unei măsurări precise a diametrelor fustelor arborelui cotit folosind tabelul de date pentru selectarea garniturilor.
În plus, puteți utiliza metoda de determinare a jocului calculat în rulmenții arborelui cotit pe baza măsurării arborelui cotit și a găurilor rulmenților principali cu garniturile instalate.
Pentru a face acest lucru, măsurați diametrul găurilor din scaunele pentru căptușeli în direcția (A) (de exemplu 62,51 mm).
VN 2.080
Apoi măsurați diametrul fustelor principale ale arborelui cotit (de exemplu 57,95 mm).
Pe baza măsurătorilor, se poate determina grosimea căptușelilor.
De exemplu:
62,51 mm (diametrul alezajului rulmentului principal) - 57,95 mm (diametrul rulmentului principal) - 4,55 mm.
Din rezultatul obținut, scădem valoarea medie standard a jocului din rulmentul principal (0,03 mm + 0,05 mm): 2 = 0,04 mm):
4,55-0,04 = 4,51 mm.
Numărul rezultat este de două ori mai mare decât grosimea căptușelii, ar trebui împărțit la 2: 4,51: 2 = 2,255 mm.
Astfel, grosimea necesară calculată a căptușelii în acest exemplu ar fi de 2,255 mm.
După aceea, folosind tabelul, ar trebui să selectați inserția.
De exemplu, cu o grosime de 2,255 mm, ar trebui să alegeți căptușeala de sus și de jos cu un semn albastru, care corespunde primului grup de dimensiuni.
Notă: Această metodă de selecție a rulmenților este potrivită pentru dimensiunea standard a arborelui cotit.
Dacă este necesar, reparați arborele cotit uzat. Ar trebui să alegeți o dimensiune de reparație și să cumpărați căptușelile corespunzătoare. Apoi - pe baza măsurătorilor diametrului real al găurii cu căptușeli instalate (de la capacele rulmentului principal strânse) să prelucreze arborele cotit astfel încât valoarea jocului efectiv din fiecare rulment să se încadreze în limitele standard (0,03-0,05 mm).
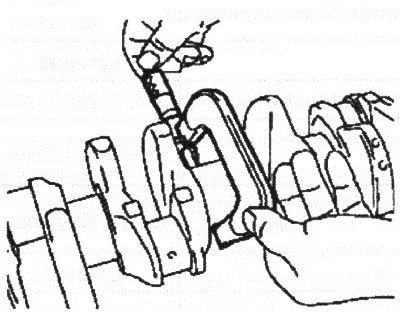
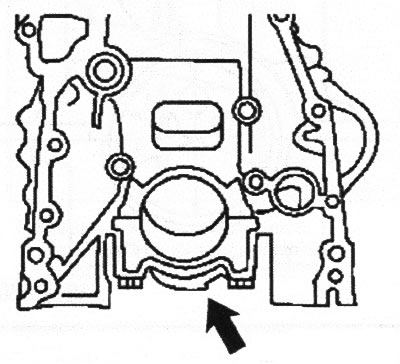
Instalarea capacelor rulmentului principal
Axa orificiului de montare pentru bucșa din capacul rulmentului principal este decalată de la mijlocul distanței dintre axele șuruburilor de fixare a capacului cu 0,5 mm, astfel încât capacul să poată fi instalat într-o singură poziție. În plus, puteți verifica instalarea corectă a capacului prin orientarea proeminenței de pe partea inferioară a capacului. Această proeminență are o formă caracteristică și ar trebui să fie orientată așa cum se arată în figură (săgeată). Figura prezintă o vedere a părții frontale a blocului cilindrilor.
VN 2.081
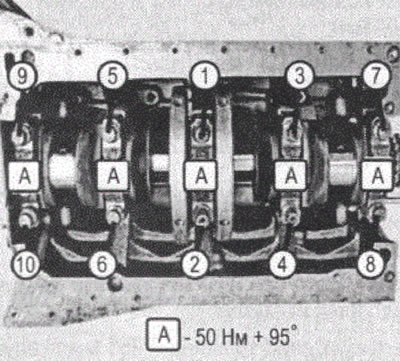
Strângerea șuruburilor de fixare a capacelor lagărelor principale ale arborelui cotit
Schema de aplicare a forțelor de strângere a șuruburilor pentru fixarea capacelor lagărelor principale: 50 Nm + 95°.
Secvența de strângere este prezentată în desen VN 2.082,
VN 2.082
Instalarea pistoanelor
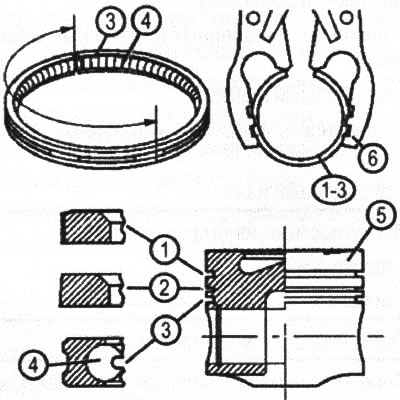
Instalarea segmentelor de piston
Îmbinările inelelor de piston trebuie să fie amplasate în jurul circumferinței cilindrului la o distanță de 120°.
La instalare, poziționați îmbinarea expansoarei cu arc la 180°față de conectorul inelului răzuitor de ulei.
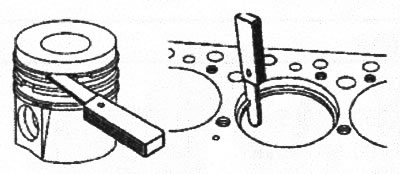
La instalarea segmentelor de piston, măsurați jocul axial dintre inel și peretele canalului pistonului și jocul în blocarea inelului atunci când inelul este instalat într-un cilindru fără piston.
VN 2.084
1 Primul inel de compresie (apartament)
2. Al doilea inel de compresie (cu suprafata conica)
3. Inel racletor de ulei (unitar)
4. Spiral expansor radial cu arc
5. Piston
6. Instrument pentru împrăștierea inelelor
VN 2.085
Parametri de control pentru pistoane și segmente de piston