VN 2.069
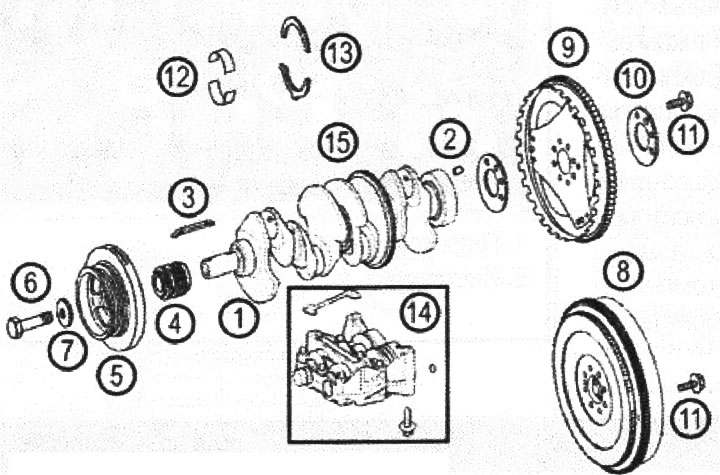
1. Crank зала (A 646 031 07 01) заменен впоследствие от (А646 031 04 01 +001 А108 991 00 67) Като опция: (A 611 031 05 01 001 001 001)
1. Колянов вал (A 611 031 05 01) заменен впоследствие от (А646 031 04 01 +001 А108 991 00 67) Като опция: (A646 031 07 01)
1. Колянов вал (A 646 031 04 01)
2. Щифт на маховика
3. Сегментен ключ
4. Блок за синхронизиращо зъбно колело
5. Ролба на коляновия вал с виброгасител
6. Завийте шайбата към коляновия вал
7. Шайба
8. Маховик
9. Зъбен венец на маховика G40
10. Шайба (MF4)
11. Винт за закрепване на маховика M10x1x28.5
12. Вкладки на коренни лагери на колянов вал комплект стандартен размер 58,00 мм
13. Опорни втулки комплект 2,15 мм
14. Балансиращ механизъм
15. Задвижваща предавка на балансира
Забележка: фигурата показва вариант на коляновия вал, оборудван с балансиращо задвижващо зъбно колело и балансиращ механизъм, които не са монтирани на двигателите OM646, използвани за описаното превозно средство. Тези възли са показани за информация на автомонтьорите.
Препоръчваме да обърнете внимание на броя на модификациите на коляновия вал, информацията за които е предоставена за по-добро разбиране на разнообразието от дизайни на семейството двигатели OM 646.
Проверката на състоянието на части от ShPG и KShM се състои в извършване на следната работа.
- Проверка на състоянието на цилиндровия блок.
- Проверете състоянието на коляновия вал.
- Проверка на състоянието на биелите.
Ремонтът на ShPG и KShM се състои в извършване на следните работи.
- Ремонт на цилиндровия блок, който включва пробиване на цилиндрови втулки до ремонтния размер или подмяна на втулки, обработка на горната равнина, подмяна (ако е необходимо) пробки на охлаждащата риза, смяна на пробки на маслен канал (след почистване на маслените канали).
- Ремонт на коляновия вал, който се състои в шлифоване на шийките на плъзгащите лагери до ремонтни размери, почистване на маслените канали и мръсотейките.
- Избор на бутала въз основа на резултатите от ремонта на цилиндровия блок.
- Избор на втулки за основни и биелни лагери въз основа на резултатите от проверката и обработката на коляновия вал.
- Смяна на горните втулки на свързващите пръти според резултатите от проверката на свързващите пръти.
Проверка на състоянието на цилиндровия блок
Проверка на състоянието на огледалото на цилиндрите
Проверката на състоянието на цилиндровия блок се състои в извършване на следната работа.
- Визуална проверка на състоянието на огледалото на цилиндрите.
- Измервания на диаметъра на цилиндрите.
- Визуална проверка на състоянието на горната равнина на конектора (с MCC).
- Измерване на отклонения от разделителните равнини с цилиндрова глава, с маслен картер и с колектори.
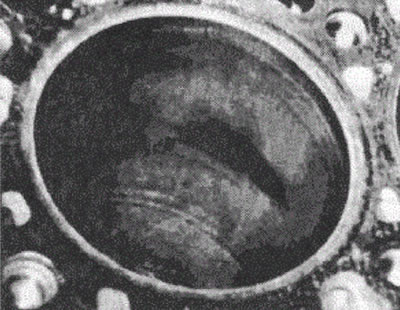
Визуална проверка на състоянието на огледалото на цилиндрите
Гланцови зони, ожулвания, отделни лъскави зони, например в средата на цилиндъра или в областта на винтовете на главата на цилиндъра. Цилиндровият блок е готов за по-нататъшна употреба.
VN 2.070
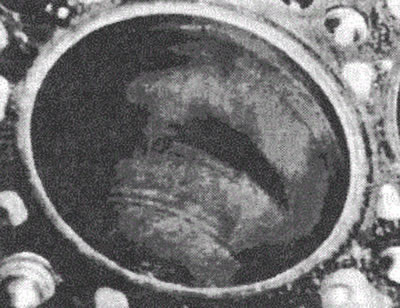
Видими следи, следи от триене, започващи от горната мъртва точка на горния бутален пръстен и спускащи се надолу.
Неосезаеми следи от сухо триене в резултат на отмиване на масления филм от горивото, например при често стартиране на студен двигател при работа на превозно средство на къси разстояния.
Такива «изгладени»» следите от триене, които се появяват върху огледалото на цилиндъра, главно в областта на винтовете за закрепване на главата на цилиндъра и в областта на страничното налягане на полата на буталото, са в рамките на нормалното диапазон.
Буталните пръстени не са повредени.
Цилиндровият блок е готов за по-нататъшна употреба.
VN 2.071
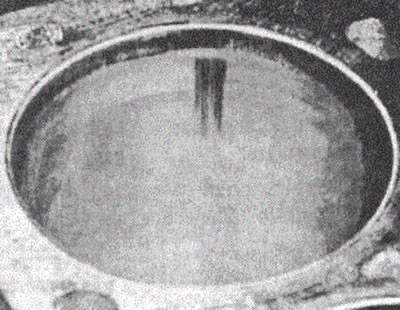
Пръстеновидните видими отпечатъци върху огледалото на цилиндъра в областта на горните и долните мъртви точки на буталните пръстени не са признак за неизправност.
Цилиндровият блок е готов за по-нататъшна употреба.
VN 2.072
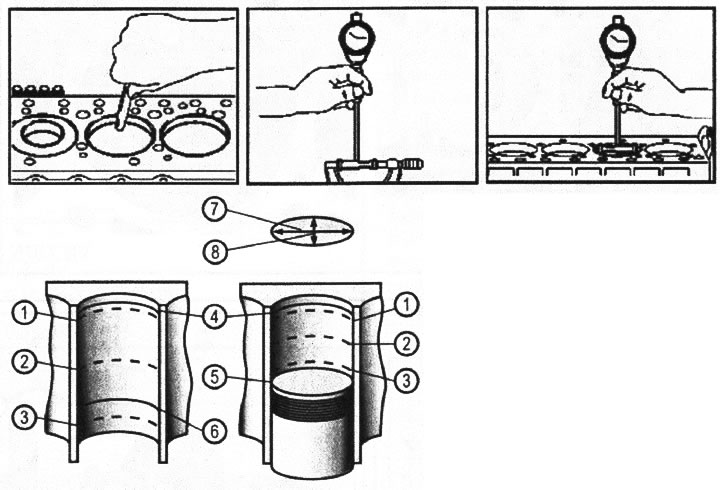
Измерване на диаметъра на цилиндъра
VN 2.073
1. Точка за измерване на диаметъра на цилиндъра
2. Точка за измерване на диаметъра на цилиндъра
3. Точка за измерване на диаметъра на цилиндъра
4. Горна мъртва точка на горния компресионен пръстен
5. Долна мъртва точка на горния ръб на буталото
6. Долен мъртъв център на нископодвижния пръстен
7 и 8. Взаимно перпендикулярни посоки на измерване (по протежение и напречно на оста на двигателя)
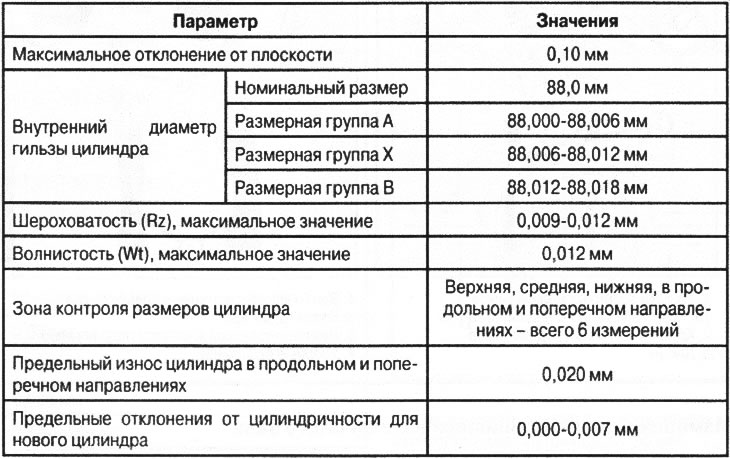
Контролни параметри на цилиндрите
Контролни параметри на равнинни елементи на цилиндровия блок
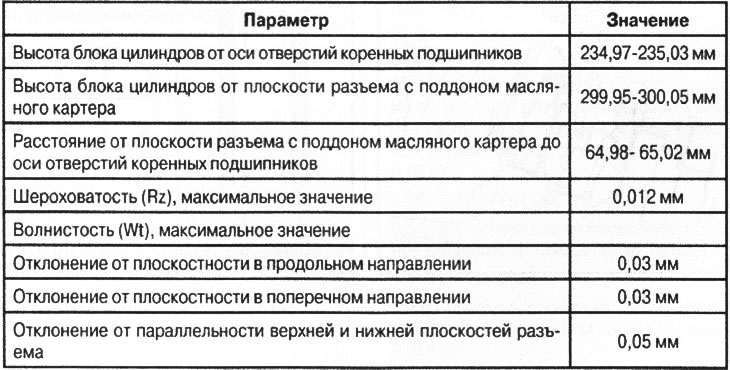
Проверка и обработка на горната равнина на цилиндровия блок
VN 2.074
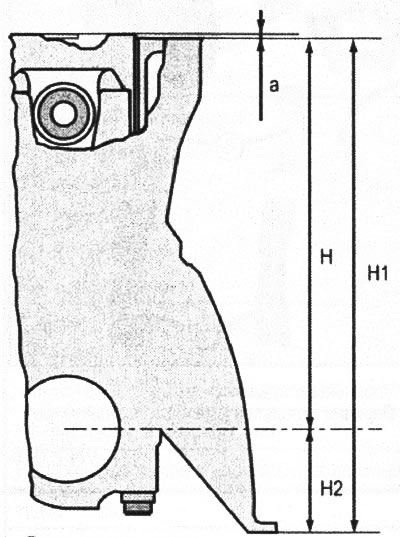
А. Изпъкналост на буталото
H. Височината на цилиндровия блок от оста на отворите на основните лагери
H1. Височината на цилиндровия блок от равнината на разделяне с масления съд
H2. Разстояние от равнината на съединителя с масления съд до оста на отворите на основните лагери
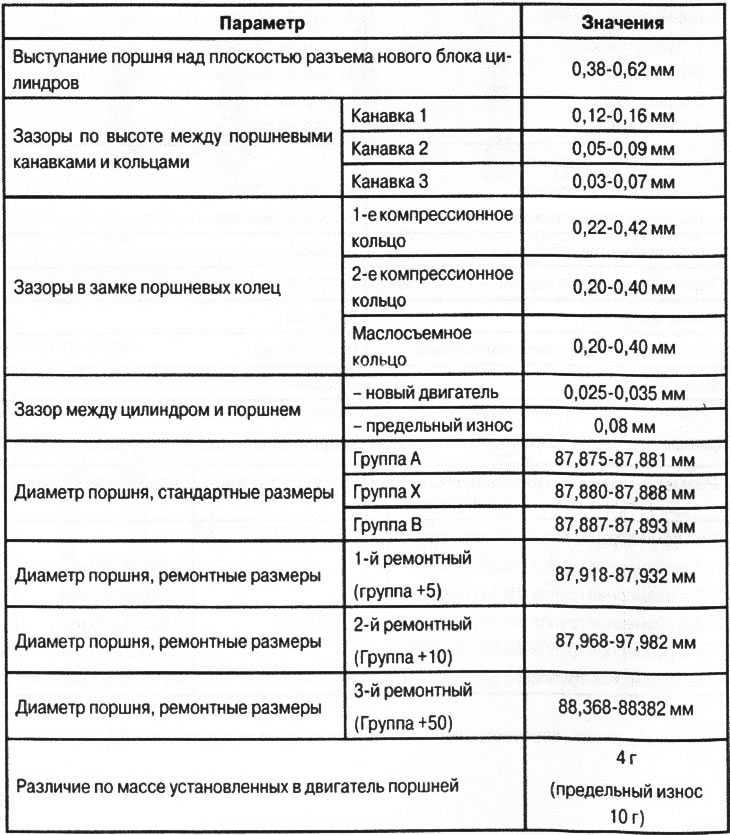
Избор на стандартни размери бутала
При смяна на втулките, цилиндрите се обработват до стандартен размер. Диаметърът на фабрично обработените цилиндри съответства на три класа на точност: A, B и X,
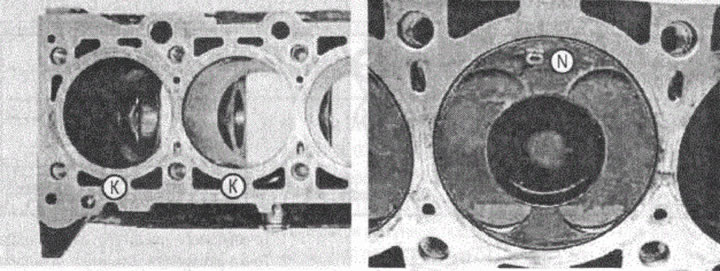
Етикет, указващ класа на точност на този цилиндър, се поставя на мястото, посочено на фигурата с буквата (ДА СЕ).
Подобно на цилиндрите на двигателя, буталата със стандартен размер също се разделят на три групи по размер: A, B и X. Групата с размер на буталото е отбелязана на главата на буталото в точката (N) (виж фиг. VN 2.075). Когато монтирате нови части със стандартен размер, маркировките върху буталото трябва да съвпадат с маркировките върху цилиндровия блок за всеки цилиндър поотделно. Стойностите на контролните параметри на буталата са представени в таблицата.
Изборът на размери за ремонт на буталото трябва да се направи въз основа на размерите, закупени за ремонт на буталото.
Освен това специалистът, който пробива цилиндрите, трябва да се ръководи от нормализираните хлабини в двойката цилиндър-бутало.
VN 2.075
Проверка на състоянието на коляновия вал
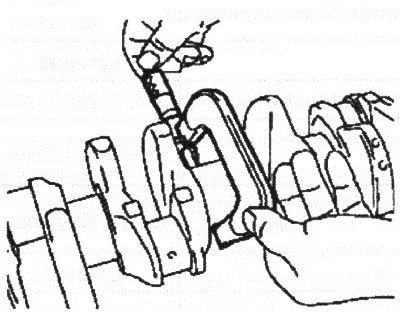
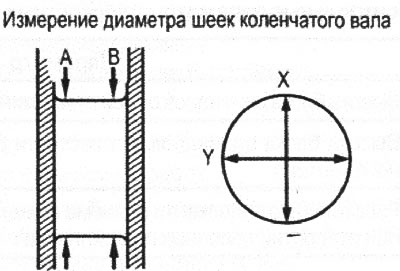
Проверката на състоянието на коляновия вал се състои във визуална проверка на вала за повреда и видими признаци на износване, измерване на диаметъра на всяка шийка с микрометър, измерване на радиалното биене на шийките на коляновия вал с помощта на индикатор за циферблат при монтиране на крайните главни шийки на вал на измервателните призми.
VN 2.076
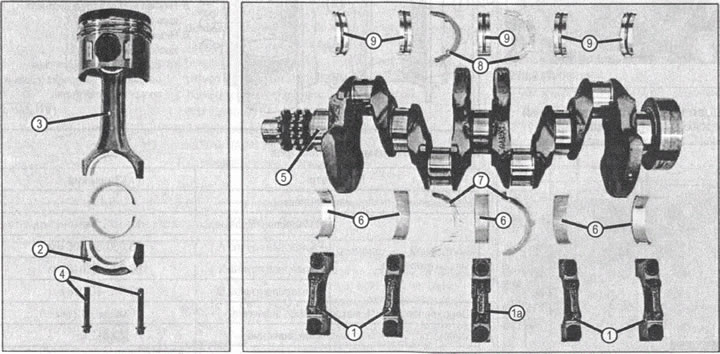
1. Капачки на основни лагери
1а. № 3 капачка на основния лагер
2. Капачки на биелни лагери
3. Биела
4. Винтове с капачки на биелни лагери
5. Колянов вал
6 Долни черупки на основни лагери
7. Опорни втулки
8. Опорни втулки
9. Горни основни лагерни черупки
Измерване на шийките на лагерите на коляновия вал
VN 2.077
VN 2.078

VN 2.079
Измерването се извършва в точки (А) И (IN) както е показано на фиг. VN 2.072, в две взаимно перпендикулярни направления X и Y.
Контролни параметри на коляновия вал
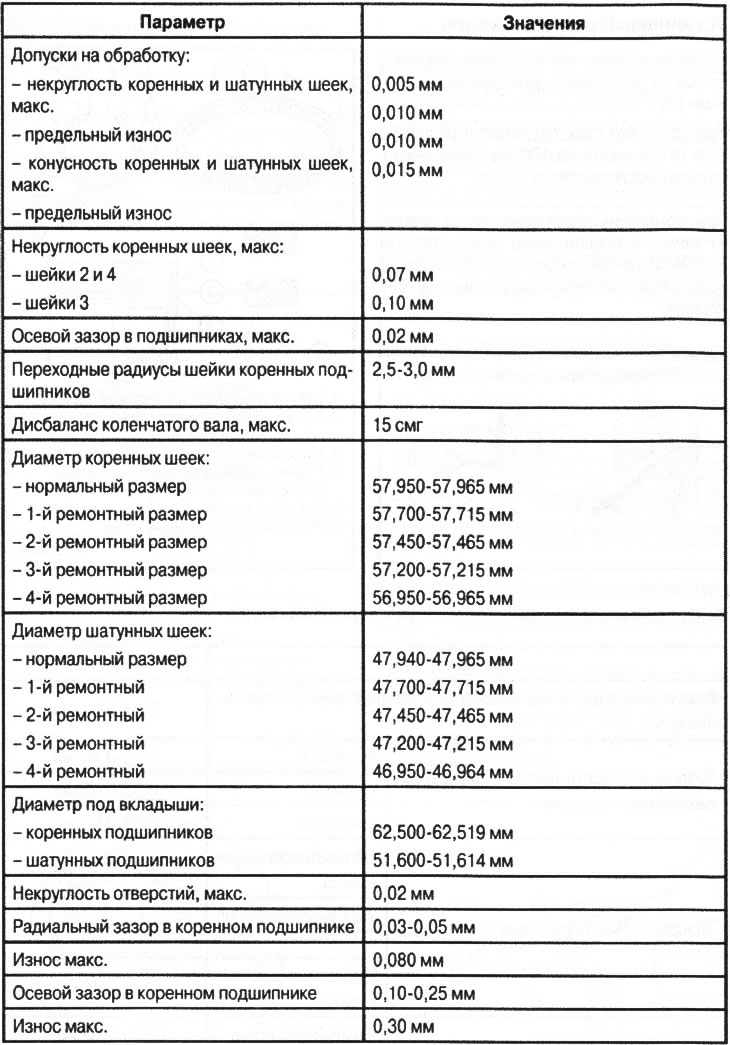
Данни за избор на черупки на основните лагери на коляновия вал
Ремонтните размери се формират чрез удебеляване на всяка вложка с 0,125 mm.
Избор на втулки на основни лагери
Изборът на втулки се основава на резултатите от точно измерване на диаметрите на шийките на коляновия вал, като се използва таблицата с данни за избор на втулки.
Освен това можете да използвате метода за определяне на изчислената хлабина в лагерите на коляновия вал въз основа на измерването на коляновия вал и отворите на основните лагери с монтирани втулки.
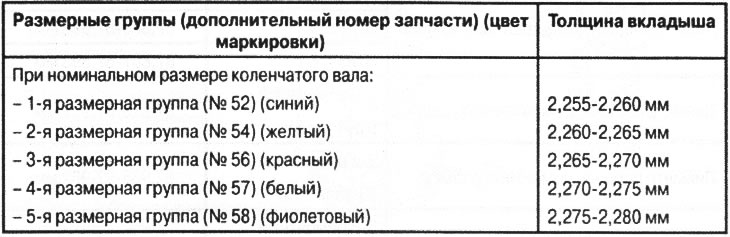
За да направите това, измерете диаметъра на отворите в седалките за облицовките в посоката (А) (например 62,51 mm).
VN 2.080
След това измерете диаметъра на основните шийки на коляновия вал (например 57,95 mm).
Въз основа на измерванията може да се определи дебелината на облицовките.
Например:
62.51 мм (диаметър на отвора на основния лагер) - 57.95 мм (диаметър на шийката на основния лагер) - 4,55 мм.
От получения резултат изваждаме средната стандартна стойност на хлабината в основния лагер (0,03 мм + 0,05 мм): 2 = 0,04 mm):
4,55-0,04 = 4,51 мм.
Полученото число е два пъти по-голямо от дебелината на облицовката, трябва да се раздели на 2: 4,51: 2 = 2,255 mm.
Така изчислената необходима дебелина на облицовката в този пример ще бъде 2,255 mm.
След това, като използвате таблицата, трябва да изберете вложката.
Например, при дебелина 2,255 мм, трябва да изберете горната и долната обшивка със синя маркировка, която съответства на 1-ва група размери.
Забележка: Този метод за избор на лагер е подходящ за стандартен размер на коляновия вал.
Ако е необходимо, ремонтирайте износения колянов вал. Трябва да изберете ремонтен размер и да закупите подходящите лайнери. След това - въз основа на измервания на действителния диаметър на отвора с монтирани обшивки (от затегнати капачки на основни лагери) за обработка на коляновия вал, така че стойността на действителната хлабина във всеки лагер да е в стандартните граници (0,03-0,05 мм).
Монтиране на капачки на основни лагери
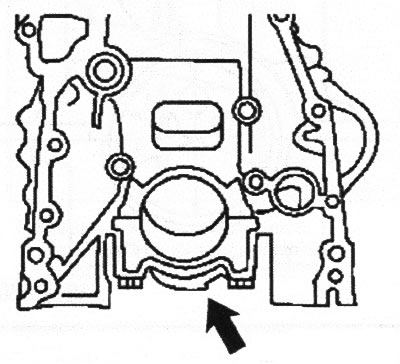
Оста на монтажния отвор за втулката в капачката на основния лагер е изместена от средата на разстоянието между осите на винтовете за закрепване на капачката с 0,5 мм, така че капачката да може да се монтира само в едно положение. Освен това можете да проверите правилното монтиране на капака чрез ориентацията на издатината в долната част на капака. Тази издатина има характерна форма и трябва да бъде ориентирана, както е показано на фигурата (стрелка). Фигурата показва изглед на предната част на цилиндровия блок.
VN 2.081
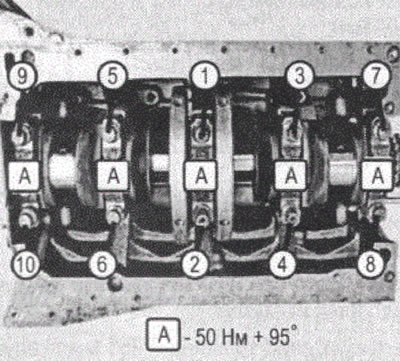
Затягане на винтовете за закрепване на капаците на основните лагери на коляновия вал
Схема на прилагане на силите на затягане на винтовете за закрепване на капачките на основните лагери: 50 Nm + 95°.
Последователността на затягане е показана на фиг. VN 2.082,
VN 2.082
Монтаж на бутала
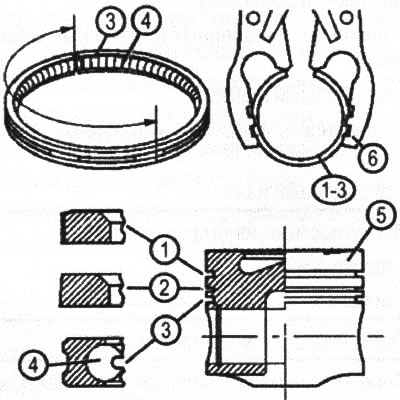
Монтаж на бутални пръстени
Съединенията на буталните пръстени трябва да бъдат разположени около обиколката на цилиндъра на разстояние 120°.
Когато монтирате, позиционирайте съединението на разширителя на пружината на 180°по отношение на съединителя на пръстена на скрепера за масло.
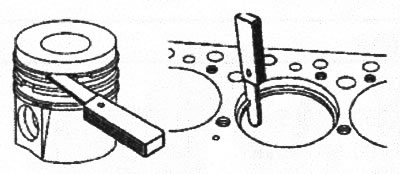
Когато монтирате бутални пръстени, измерете аксиалната хлабина между пръстена и стената на жлеба на буталото и хлабината в ключалката на пръстена, когато пръстенът е монтиран в цилиндър без бутало.
VN 2.084
1 Първи компресионен пръстен (апартамент)
2. Втори компресионен пръстен (с конична повърхност)
3. Пръстен за скрепер за масло (унитарен)
4. Пружинен радиален разширител спирала
5. Бутало
6. Инструмент за разпръскване на пръстени
VN 2.085
Параметри за контрол на бутала и бутални пръстени