
бутални щифтове (6), монтирани на място, се фиксират с пружинни задържащи пръстени с размери 30x2 мм. В този случай конекторът на задържащия пръстен трябва да бъде насочен нагоре.
При сглобяване стрелката, отбелязана на буталото (4) отгоре, трябва да бъде насочен към времето.
Трябва също да обърнете внимание на взаимната ориентация на буталото и мотовилката (за това при разглобяване трябва да се поставят маркировки).
Монтаж на черупки на биелни лагери
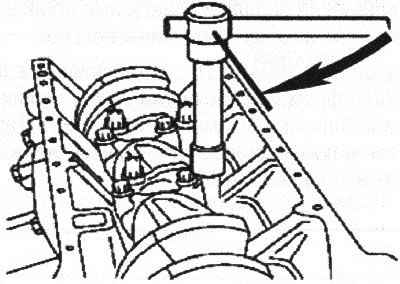
Преди да монтирате облицовките, почистете седалките, издухайте каналите за смазване със сгъстен въздух.
При монтажа обърнете внимание на подравняването на отворите за смазване на втулките и отворите на маслените канали (показано на фиг. VN стрелки).
Вмъква биелни лагери на коляновия вал. Сравнение с размерите на шийките на биелните лагери на коляновия вал
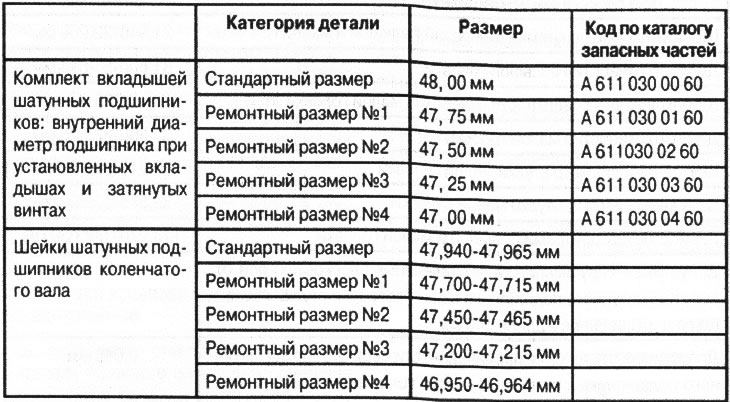
Забележка: 611 в номера на частта показва, че двигателят използва част, предназначена за двигателя QM611.
Проверка на винтовете с капачки на биелните лагери
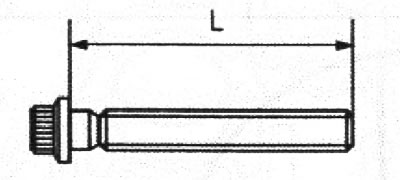
Преди да монтирате винтовете с капачка на биелния лагер (резба M8 x 1) трябва да се провери за прекомерно удължение. Винтове, които са по-дълги от максимално допустимата стойност, трябва да се сменят с нови.
Нова дължина на винта: 47±0,3 мм.
Максимално допустима дължина: 48 мм.
VN 2.088
Дължина (L) нов 47±0,3 мм
Максимално допустима дължина: 48 мм
Резба M8x1
Затягане на винтовете с капачки на биелните лагери
Преди монтаж, резбите и контактните повърхности на главите на винтовете трябва да бъдат леко покрити с двигателно масло.
Първоначално затягане след счупване (в оригинал; При първоначален момент на затягане след напукване): 5 Nm + 25 Nm + 180°.
Последващи случаи на затягане (оригинал: За последващо затягане): 5 Nm + 25 Nm + 90°.
Забележка: Информацията за първоначалния момент на затягане е дадена в материалите на производителя, което може да показва възможността за използване на свързващи пръти, направени по технологията, описана по-долу.
Първоначалното затягане на винтовете след отчупване на капака от заготовката на мотовилката се извършва с повишен момент на затягане. Най-вероятно говорим за модерен начин за производство на мотовилките, при който мотовилката и капачката се изработват и обработват като едно цяло. След това, използвайки специална технология, капакът се отчупва от мотовилката. В този случай се появява уникална повърхност на счупване, характерна само за тази двойка части (бележка, изд.).
VN 2.089