
Поршневыя пальцы (6), устаноўленыя на месца, фіксуюцца спружыннымі стопарнымі кольцамі памерам 30х2 мм. Пры гэтым раздым стопорного кольцы павінен быць накіраваны ўверх.
Пры зборцы стрэлка, нанесеная на поршні (4) зверху, павінна быць накіравана ў бок ГРМ.
Таксама варта звярнуць увагу на ўзаемную арыентацыю поршня і шатуна (для гэтага пры разборцы павінны быць нанесены пазнакі).
Усталёўка ўкладышаў шатун падшыпнікаў
Перад усталёўкай укладышаў варта ачысціць пасадачныя месцы, прадуць каналы змазкі сціснутым паветрам.
Пры ўсталёўцы варта зважаць на сумяшчэнне змазачных адтулін укладышаў і адтулін алейных каналаў (паказаны на мал. VN стрэлкамі).
Укладышы шатун падшыпнікаў каленчатага вала. Супастаўленне з памерамі шыек шатун падшыпнікаў каленчатага вала
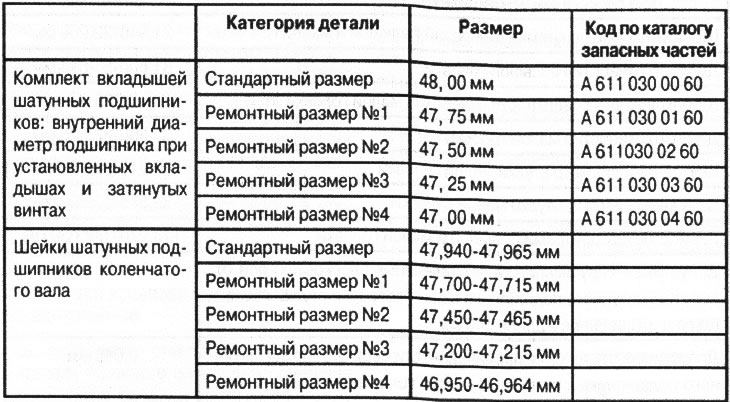
Заўвага: лічба 611 у нумары дэталі азначае, што ў рухавіку прыменена дэталь, распрацаваная для рухавіка QM611.
Праверка шруб мацавання вечкаў шатун падшыпнікаў
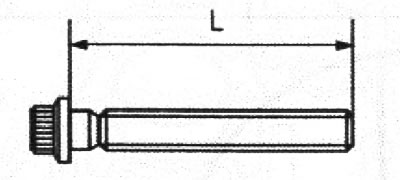
Перад усталёўкай шрубы мацавання вечкаў шатун падшыпнікаў (разьба М8 х 1) варта праверыць на адсутнасць празмернага падаўжэння. Шрубы, якія апынуліся даўжэйшыя за максімальна дапушчальную велічыню, падлягаюць замене новымі.
Даўжыня новай шрубы: 47±0,3 мм.
Максімальна дапушчальная даўжыня: 48 мм.
VN 2.088
Даўжыня (L) новага 47±0,3 мм
Максімальна дапушчальная даўжыня: 48 мм
Разьба М8х1
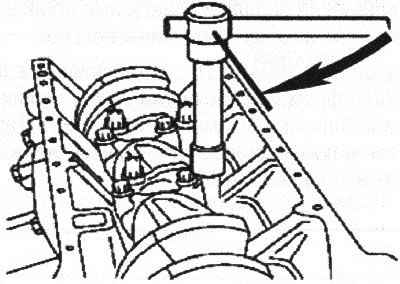
Зацяжка шруб мацавання вечкаў шатун падшыпнікаў
Перад усталёўкай на разьбярства і кантактныя паверхні галовак шруб варта вырабіць тонкі пласт маторнага алею.
Пачатковая зацяжка пасля адломвання (у арыгінале; На пачатковым тёмным torque after cracking): 5 Нм + 25 Нм + 180°.
Наступныя выпадкі зацяжкі (у арыгінале: For subsequent tightening): 5 Нм + 25 Нм + 90°.
Заўвага: інфармацыя аб пачатковым моманце зацяжкі прыведзена ў матэрыялах вытворцы, што можа азначаць магчымасць прымянення шатуноў, вырабленых па тэхналогіі, апісанай ніжэй.
Першасная зацяжка шруб пасля адломлівання вечка ад нарыхтоўкі шатуна вырабляецца павялічаным момантам зацяжкі. Хутчэй за ўсё, гаворка ідзе пра сучасны спосаб выраба шатуноў, пры якім шатун і вечка вырабляюцца і апрацоўваюцца, як адна дэталь. Затым па спецыяльнай тэхналогіі вечка адломліваецца ад шатуна. Пры гэтым з'яўляецца ўнікальная паверхня залому, характэрная толькі для гэтай пары дэталяў (заўв., рэд.).
VN 2.089