
sworznie tłokowe (6), zainstalowane na miejscu, są mocowane za pomocą sprężynowych pierścieni ustalających o wymiarach 30x2 mm. W takim przypadku łącznik pierścienia ustalającego musi być skierowany do góry.
Podczas montażu strzałka zaznaczona na tłoku (4) z góry, powinien być skierowany w stronę rozrządu.
Należy również zwrócić uwagę na wzajemną orientację tłoka i korbowodu (w tym celu podczas demontażu należy zastosować znaki).
Montaż panewek łożysk korbowodu
Przed zamontowaniem tulei wyczyść gniazda, przedmuchaj kanały smarowania sprężonym powietrzem.
Podczas montażu należy zwrócić uwagę na wyrównanie otworów smarowych tulei z otworami kanałów olejowych (pokazany na rys. strzałki WN).
Wstawia łożyska korbowodu wału korbowego. Porównanie z wymiarami czopów łożysk korbowodu wału korbowego
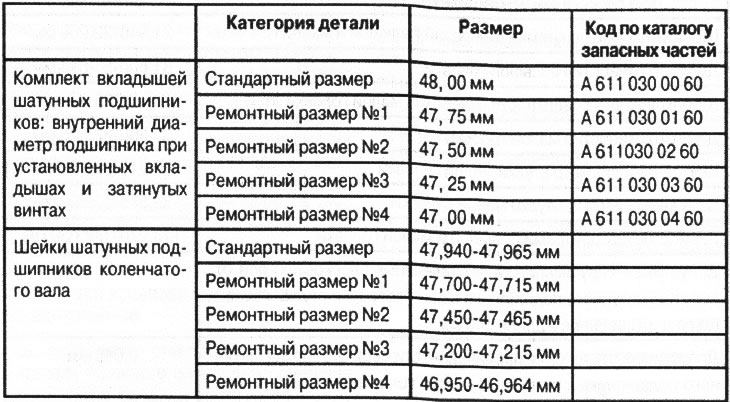
Uwaga: 611 w numerze części wskazuje, że silnik wykorzystuje część zaprojektowaną dla silnika QM611.
Sprawdzenie śrub mocujących łożysk korbowodu
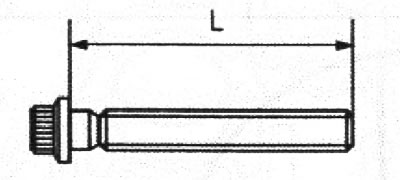
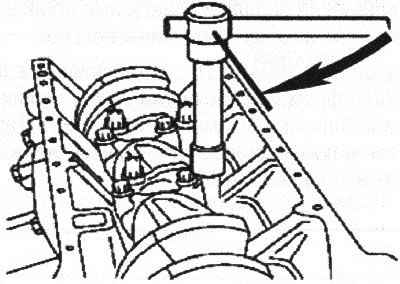
Przed zamontowaniem śrub z łbem walcowym łożyska korbowodu (gwint M8x1) należy sprawdzić pod kątem nadmiernego wydłużenia. Śruby dłuższe niż maksymalna dopuszczalna wartość należy wymienić na nowe.
Nowa długość śruby: 47±0,3 mm.
Maksymalna dopuszczalna długość: 48 mm.
VN 2.088
Długość (L) nowy 47±0,3 mm
Maksymalna dopuszczalna długość: 48 mm
Gwint M8x1
Dokręcanie śrub mocujących łożyska korbowodu
Przed montażem gwinty i powierzchnie styku łbów śrub należy lekko nasmarować olejem silnikowym.
Wstępne dokręcenie po zerwaniu (w oryginale; Przy początkowym momencie dokręcania po pęknięciu): 5 Nm + 25 Nm + 180°.
Kolejne przypadki dokręcania (oryginał: Do późniejszego dokręcenia): 5 Nm + 25 Nm + 90°.
Uwaga: Wstępne momenty dokręcania podane są w materiałach producenta, co może wskazywać na możliwość zastosowania korbowodów wykonanych w technologii opisanej poniżej.
Wstępne dokręcenie śrub po oderwaniu osłony z półfabrykatu korbowodu odbywa się ze zwiększonym momentem dokręcania. Najprawdopodobniej mówimy o nowoczesnym sposobie wykonywania korbowodów, w którym korbowód i kołpak są wykonane i przetworzone jako jeden element. Następnie za pomocą specjalnej technologii osłona odrywa się od korbowodu. W tym przypadku pojawia się unikalna powierzchnia pęknięcia, charakterystyczna tylko dla tej pary części (uwaga, wyd.).
VN 2.089