
Cleaning
1. Remove all external parts, electrical switches and sensors from the unit. For a complete cleaning, it would be good to remove all technological blockages. To do this, drill a small hole in the plug and put the self-tapping screw back into it. Remove the plug by grasping the head of the screw with a vise or pliers.
2. Remove all traces of the gasket from the cylinder block, being careful not to damage the surfaces.
3. Remove the plugs of the longitudinal lubrication channel (where they are installed). Please note that the plugs are very tight and will need to be drilled out. When assembling, you must install new plugs.
4. If the exposed parts are very dirty, they should be cleaned with steam.
5. After the castings have been steam cleaned, reclean all oil passages. Rinse all internal cavities with warm water until the water runs clear. If possible, use compressed air to speed up the drying process and purge all oil lines.
Warning: Protect your eyes when using compressed air!
6. If the castings are not very dirty, you can alternatively wash them in hot soapy water (water should be as hot as can be tolerated) with hard brush. Don't waste your time on this work. Regardless of the cleaning method, be sure to clean all openings and cavities for the passage of oil and dry all parts thoroughly. To prevent rusting of the cylinder walls, coat them with a thin coat of clean engine oil.
7. Where installed, it is recommended to remove the oil spray nozzles on the pistons from the cylinder block and clean them. To remove the nozzle, unscrew the mounting bolt, remove the sealing ring (where it is installed) and remove the nozzle from the block (see fig. 13.7). Replace any nozzles that are damaged. Check if oil channels and nozzles are blocked.
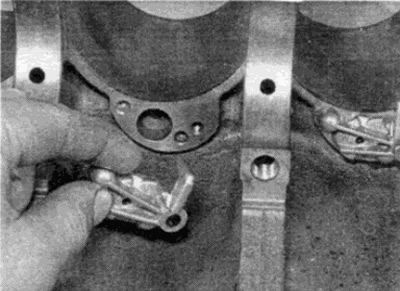
Pic. 13.7. Removal from the block of cylinders of a nozzle of dispersion of oil on pistons
8. In order to accurately maintain the required tightening torque during assembly, all threaded holes in the cylinder block must be perfectly clean. Carefully drive all holes with a tap of the correct size (the size can be specified by the thread of the bolts turned out of these holes), to remove dirt, rust, sealant residues from them, and also to restore the thread (see fig. 13.8). If possible, blow out the holes with compressed air after processing.
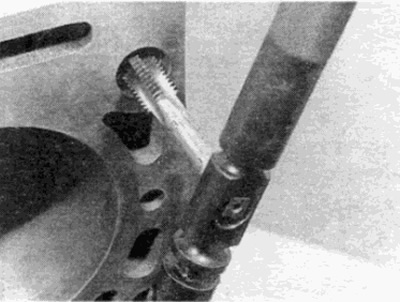
Pic. 13.8. Cleaning the threaded holes in the cylinder block with a suitable tap
Advice. As an alternative method, it can be proposed to spray an aerosol dispersant into each hole using an extension nozzle.
Caution: Protect your eyes when cleaning holes this way!
9. Make sure that all threaded holes in the cylinder block are dry and clean.
10. After applying the sealant to the mating surfaces of the new plugs, install them on the cylinder block. Make sure they are perpendicular and properly installed, otherwise leaks may occur.
11. Apply a coat of suitable sealant to the new longitudinal oil passage plugs and insert them into the holes in the block. Tighten them securely.
12. If you are not going to assemble the engine immediately, cover it with a large piece of polyethylene to protect it from dirt and dust; Protect mating surfaces against corrosion as described above.
Inspection
Comment. Certain diesel engines are fitted with dry cylinder liners. Where they are installed, liners can be replaced to compensate for cylinder wear, instead of reboring. It is possible to install new dry liners on all engines if the cylinder block bores are suitably bored. Replacement of sleeves must be carried out at service stations.
13. Check cast parts for corrosion and cracks. See if the threads in the threaded holes are knocked off. If there have been cases of internal coolant leaks during operation, it is better to contact an engine repair specialist to carefully check the block for cracks using special equipment. If such defects are found, return the unit for repair, if possible, or replace the unit.
14. Inspect each cylinder for nicks and scratches. Check for a wear step at the top of the cylinders, which indicates that the cylinder has excessive wear.
15. If you have a suitable tool, measure the diameters of each cylinder at the top (right under the protruding girdle), in the middle and at the bottom of the cylinder in a direction parallel to the axis of the crankshaft.
16. Then measure the diameters at the same points in a direction perpendicular to the axis of the shaft. Compare results with technical data. In the absence of technical data, in case of doubt about the condition of the cylinders, consult a Mercedes-Benz dealer or an engine specialist.
17. If the cylinder dimensions are out of tolerance or the cylinder walls are scratched or there is significant wear, the cylinders must be bored out and new overhaul pistons installed. Repair pistons can be purchased at a Mercedes-Benz service station, where it is recommended to bore the cylinders. Recall that the dimensions of the pistons and cylinders are stamped on the bottom of the pistons and on the surface of the cylinder block mating with the cylinder head.
18. Check up there is no damage on the top surface of the block of cylinders. Use a metal ruler and feeler gauge to check that the cylinder head gasket surface is not warped. If the surface is warped, it can be sanded, checking that the height of the block is not lower than required by the specification. We also note that when processing the surface of the cylinder head on diesel engines, it is necessary to check the protrusion of the pistons - see item 19.
Piston protrusion - diesel engines
19. When checking the cylinder block, the protrusion of the pistons should be checked - this is especially important if the cylinder head has been machined. If the piston protrusion is too large, the pistons may hit the combustion chamber while the engine is running, causing engine failure.
20. Measure the protrusion of the piston from the sealing surface of the cylinder head (it is advisable to use an indicator micrometer). If piston protrusion is higher than specification, consult a Mercedes-Benz dealer or engine rebuilder - the cylinder block may need to be replaced.