
To determine the gaps, measure the piston diameters and record the data. Then measure the cylinders:
Using a bore gauge, measure the diameters of the cylinders in the upper zone at a distance of 10 mm from the upper edge, in the lower zone at a distance of 10 from the lower edge of the cylinder.
Additionally measure in the middle zone of the cylinder.
All the above measurements are performed in the longitudinal and transverse directions. Record the results of six measurements. Two extreme values (min and max) exclude. The difference between longitudinal and transverse measurements indicate ovality (out-of-roundness) cylinder. The cylinder diameter must not differ by more than 0.4 mm from the nominal value.
For each series of engines, two groups of oversized pistons are substituted, focusing on them and it is necessary to bore the cylinders of the block. Similarly to the cylinder head, the split surface of the block is checked for flatness in the longitudinal, transverse and diagonal directions. The flatness should not exceed 0.1 mm. On fig. 28 shows a diagram of the measurement of the cylinder. The numbers 1... 3 indicate the measurement belts, the letters "A" And "IN" longitudinal and transverse directions of diameter measurements. The drawing can be used as a reference for measurements.
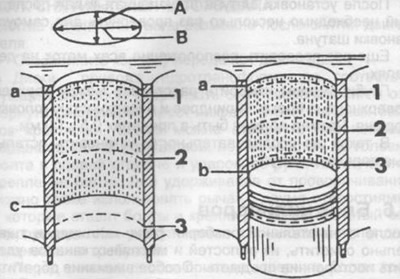
Pic. 28. Cylinder measurements. Measurement zones are marked 1, 2 and 3. Measurement directions: longitudinal "A", transverse "IN",
a - piston TDC,
b - BDC,
c - lower position of the piston skirt.