
If deviations from tabular data are noted in at least one cylinder, it is necessary to bore all cylinders. Permissible deviation from the nominal value is not more than 0.05 mm. Pistons are available in two larger sizes (by 0.5 mm and 1 mm). To determine the size of the cylinder, it is necessary to determine the diameter of the piston, which is measured along the belt located 10 mm above the lower edge of the piston skirt, to this size it is necessary to add the value of 0.02... 0.03 mm of the gap between the cylinder and the piston. In addition, it is necessary to take into account the allowance of 0.05 mm for uneven processing along the height of the cylinder. Determine the clearance between the piston and the cylinder from the results of the above measurements. If the measurement result exceeds 0.08 mm, the cylinder must be bored, because its dimensions are on the border of admissible wear.
Checking pistons and connecting rods
Inspect all parts, if there are nicks, scratches or wear, the part must be replaced.
Using a feeler gauge, measure the gaps between the piston rings and the corresponding piston grooves, as shown in fig. 66. Compare the results obtained with the data in the tables. Increased clearances indicate wear on either the piston ring or piston.

Pic. 66. Measurement of the gap between the piston rings and grooves in the piston. Clean grooves thoroughly.
Install the ring in the lower belt of the cylinder at a distance of 20 mm from the lower edge and measure the gap in the piston ring lock with a feeler gauge ("A" pic. 67). Compare size with data in tables.
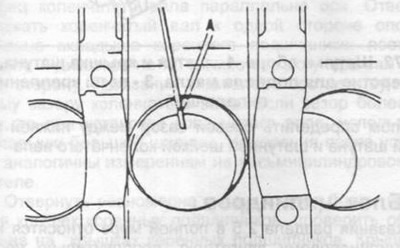
Pic. 67. Measuring the gap in the lock of the piston ring (A) at the bottom of the cylinder.
With a slight gap (e.g. when using new rings that also need to be measured) it can be brought to the required value by filing the ends of the lock. To do this, clamp the file in a vise and move the ends of the lock along the surface of the file (see fig. 68). With increased clearance, the ring must be replaced.
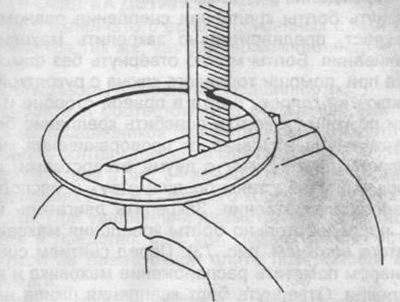
Pic. 68. Increasing the gap in the lock of the ring.
Check piston pins and connecting rod caps for wear and damage. If one of the connecting rods is defective, it can be replaced separately.
A connecting rod that has overheated its head (bloom of blue), unsuitable for further use. The bushing of the upper head of the new connecting rod is deployed. When reusing the connecting rod cap bolts, measure the diameter of the bolt at the narrow end with a caliper (see fig. 29). If the dimension is less than 8.0 mm, then the bolt must be replaced as described below. Before replacement, one more check must be performed. Put the connecting rod cap on the fastening bolt and turn it 180°relative to the connecting rod, as shown in fig. 30. Place the connecting rod and cover horizontally. If the cover falls down due to its own weight, the bolt must be replaced. To replace bolts, do the following:
Press the old bolts out of the bottom head of the connecting rod.
Put the connecting rod with a split surface on a steel plate with a hole of a large diameter of the bolt and press in alternately new mounting bolts.
Using the tool, check the connecting rod for twisting and bending.
Put the cover on the connecting rod and tighten the fastening nuts to a torque of 40... 50 Nm. From this position, turn the nuts a further quarter of a turn.
Install the connecting rod assembly in a vise and measure the diameter of the lower head with an inside gauge, as shown in fig. 31. If the size exceeds 51.62 mm or the hole is out of roundness, the surface of the connecting rod cover can be rubbed on the marking plate, the layer of metal removed should not exceed 0.02 mm.
If the bushing in the upper head of the connecting rod is damaged or resized, it can be pressed out and a new bushing can be pressed in. The sleeve unfolds to a size of 23.007...23.013 mm, which provides the required clearance between the pin and the upper head of the connecting rod.
Measurement of clearances in connecting rod bearings
These works are performed in conjunction with main bearings (section 3.6.2).