
- подмазати унутрашње површине цилиндара;
- положити клипњаче наспрам одговарајућих цилиндара. Ознаке на доњим главама клипњача и поклопцима лежајева клипњаче морају се налазити једна наспрам друге. Стрелице на крунама клипова морају показивати ка предњем делу мотора;
- окрените клипне прстенове на клипу тако да се њихове браве не поклапају једна са другом (сваких 120°);
- стезном траком притисните клипне прстенове у њихове жлебове, обраћајући посебну пажњу на несметан улазак прстенова у жлебове;
- сваки пут окрените радилицу тако да се клипњача уграђеног клипа са клипњачем заустави на БДЦ;
- гурните клипњачу са клипом одозго у кошуљицу цилиндра. Поставите мотор на бочну страну тако да се основа клипњаче са уграђеном облогом у њој може довести до рукавца радилице без гребања облоге цилиндра и шкољке лежаја;
- без отварања стезне траке клипних прстенова, гурните клип у цилиндар све док основа клипњаче са уграђеним уметком не стане на клипњачу радилице;
- Поставите другу чахуру у поклопац лежаја са језичком за вођење налево и обилно га подмажите. Након тога ставите поклопац на подножје клипњаче и лагано куцните по њему. Примењене ознаке морају бити постављене једна наспрам друге;
- подмазати контактне тачке матица са поклопцем лежаја клипњаче;
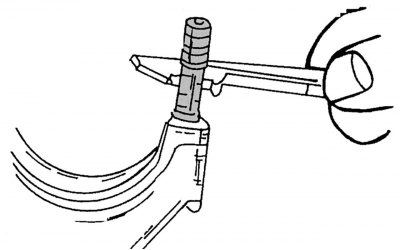
Пиринач. 60. Мерење пречника савитљивог дела вијака капица лежајева клипњаче
- наизменично затегните завртње поклопца клипњаче до обртног момента од 30 Нм, а затим их затегните за још 90°окретањем дугмета кључа за још једну четвртину окрета. Поново треба подсетити на потребу мерења пре поновне употребе танког дела клипњача, као што је приказано на сл. 60;
- након уградње клипњача, неколико пута окрените радилицу како бисте идентификовали тачке могућег заглављивања;
- још једном проверити обележавање клипњача и исправну уградњу клипова, узимајући у обзир смер стрелица на дну клипова и њихово нумерисање према цилиндрима у случају да се стари делови поново користе;
- проверите зазор између сваког лежаја клипњаче и одговарајућег рукавца радилице помоћу мерача. Када користите нове делове, овај размак треба да буде између 0,11 и 0,23 мм. Максимална дозвољена вредност хабања је 0,50 мм.