
опруге вентила
Потребан је посебан тестер опруга да би се правилно проверило стање опруга вентила. Ако вам није на располагању, онда можете направити једноставно поређење старе и нове опруге вентила. Да бисте то урадили, узмите старе и нове опруге вентила и стегните их у шкрипац. Полако сабијајући чељусти стеге, посматрајте степен компресије обе опруге. Ако се компресују подједнако, онда то указује на добро стање старе опруге. Али ако радна опруга има висок степен компресије (изгледа краће од новог), онда је ово јасан знак хабања од замора - такву опругу треба заменити. Опруге вентила се замењују комплетним комплетом.
Опруге припремљене за уградњу су изложене на равној и глаткој површини (на стаклу) тако да су чврсто затворени завоји на дну. На врху опруга се поставља метални угао и проверава се размак између горњег намотаја опруге и равни угла. Овај размак не би требало да прелази 2,0 мм. У супротном, опруге се морају заменити.
Водилице вентила
Водилице вентила од ливеног гвожђа имају различите пречнике за усисне и издувне вентиле. Вођице издувних вентила имају већи отвор и краће су, што их чини лаким за сортирање. Провлачећи крпу натопљену бензином кроз чауре, очистите чауре. Стабљике вентила најбоље се чисте ротирајућом металном четком причвршћеном на електричну бушилицу.
Контрола хабања водећих чаура се врши помоћу калибрисаног трна. Ако мерач одбацивања трна слободно улази у водећу чахуру, онда такву чахуру треба заменити новом. За демонтажу чаура користите посебан трн са ивицом. Ако је могуће користити водеће чахуре 1. стандардне величине, онда се за њихову уградњу користи посебан трн, којим се водећа чаура утискује у седиште док причврсни прстен не уђе у жлеб на глави цилиндра. Приликом уградње проводних чаура група за поправку, монтажне утичнице морају бити претходно третиране ручним развртачима за провлачење. С обзиром да се водеће чауре пре утискивања морају охладити сувим ледом, препоручујемо да се глава цилиндра пошаље у радионицу ради уградње нових чаура.
Пре замене вођица вентила, прво проверите опште стање главе цилиндра. Након утискивања, чауре се изврћу до потребних димензија: 8,00–8,015 мм за усисне вентиле и 9,00–9,015 за издувне вентиле. Вођице издувних вентила су дугачке.
Приликом замене чаура водилице морају се заменити и вентили, а седишта вентила морају бити брушена.
Белешка. Брушење седишта вентила врши се тек након замене вођица вентила. Ако се изненада испостави да седла више не могу досадити, онда не треба мењати водеће чауре.
Седишта вентила
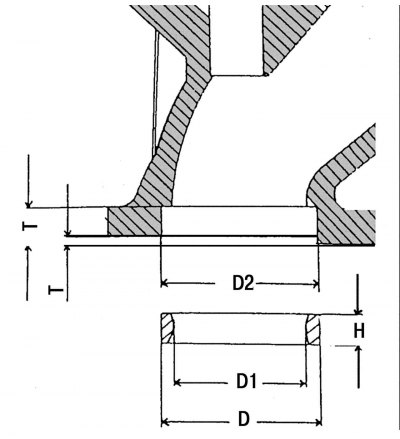
Пиринач. 37. Главне димензије седишта вентила: Д је спољни пречник седишта вентила; D1 - унутрашњи пречник седишта вентила; D2 - седиште за седиште вентила у глави цилиндра; Х је висина седишта вентила; Т је растојање између равни главе цилиндра и горње ивице седишта вентила; Х=6,97-7,00 мм - за све вентиле; Т \у003д 2,37-2,25 мм - за усисне вентиле; Т = 2,44-2,25 мм - за издувне вентиле
Ако су лежајеви брегасте осовине јако истрошени, онда нема потребе за бушењем седишта вентила, али треба заменити склоп главе цилиндра. Седишта вентила се проверавају на хабање или удубљење. Лагано хабање се може уклонити глодањем са конусним резачем од 45 степени. Ако је седиште вентила постало веома широко због високог хабања, онда се таква седишта морају заменити. Седишта вентила су утиснута у главу цилиндра, а најбоље их је уклонити бушењем или одвртањем уз помоћ специјалних бушотина. Када то радите, будите веома опрезни да не оштетите главу цилиндра. Измерите пречник рупе на бази D1 (пиринач. 37) и, ако је потребно, пробушити до следеће величине за поправку. Седишта вентила са додатком за поправку могу се разбушити док се не постигне прописано преклапање од 0,068-0,10 мм. Седишта усисних вентила су већа.
Загрејте главу цилиндра у воденом купатилу на 90°Ц, а седиште вентила охладите на сувом леду, након чега се може утиснути у седиште посебним трном. Ову операцију се препоручује да се изврши у сервисној станици.
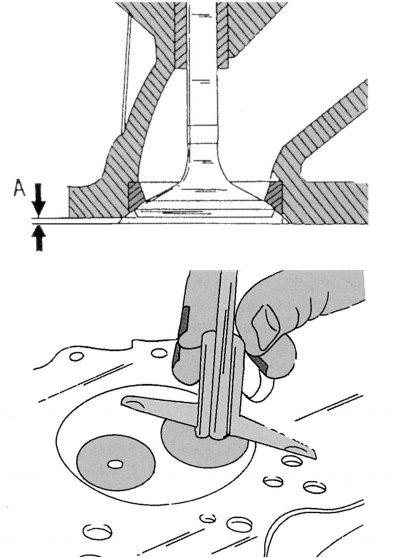
Пиринач. 38. Одређивање величине А
Завршите седиште вентила одговарајућим упуштачем и брусним точком на брусилици вентила. Користећи вентил, измерите максимално растојање А као што је приказано на дну сл. 38. Приликом уградње новог вентила и седишта вентила, растојање А треба да буде 0,1–0,5 мм. Граница хабања је 1,0 мм.
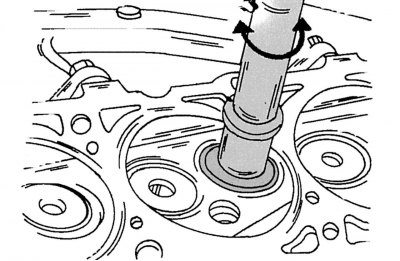
Пиринач. 39. Причвршћивање вентила на седишта
Након обраде, измерите ширину заптивне траке седишта вентила. Ако се ширина заптивног појаса седишта улазног вентила разликује од 2,5 мм, а седишта издувног вентила - од 3,5 мм, онда се таква седишта морају обрадити резачем од 15 степени у горњем делу и 60- степен резача у доњем делу. Глодање престаје чим ширина заптивног појаса седишта вентила уђе у горње границе. Након глодања, седишта вентила морају бити преклопљена. Да бисте то урадили, мала количина пасте за млевење се наноси на седиште вентила. На врху главе вентила је причвршћена усисна чаша, помоћу које се ротациони покрети преносе вентилу у једном или другом смеру (пиринач. 39). С времена на време потребно је окретати вентил за четвртину окрета, а затим поново трљати ротационим покретима. Ако је потребно, додајте пасту за млевење у седиште вентила. Након преклапања, уклоните преосталу пасту са вентила и седишта и проверите да ли вентил пристаје на седиште и главу. На оба дела, добијени мат појас треба да буде јасно видљив, који одређује ширину заптивног појаса седишта вентила.
Оловком нанесите неколико цртица на добијени мат појас са интервалом од 1 мм дуж његовог периметра. Затим спустите вентил у седиште и окрените га за 90°око дршке, лагано притискајући вентил на седиште.
Уклоните вентил са седишта и проверите да ли су трагови оловке нестали. Ако је ширина заптивних појасева седишта вентила у прописаним границама, онда се глава цилиндра може уградити на мотор. У супротном, потребно је наставити обраду и преклапање седишта или заменити главу цилиндра.
вентили
Због употребе хидрауличних компензатора зазора вентила, крајеви стабљика вентила усисних и издувних вентила су специјално обрађени да издрже повећано оптерећење. Мања оштећења на главама вентила могу се поправити тако што ћете их прислонити на седишта као што је горе описано. Озбиљнија оштећења на заптивним површинама могу се поправити брусилицом за вентиле. На полираним вентилима, дебљина ивица њихових плоча не би требало да буде мања од 0,5–0,7 мм за усисне вентиле и 0,5–0,6 мм за издувне вентиле.
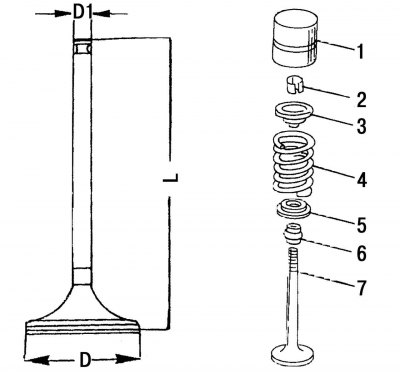
Пиринач. 40. Главне димензије вентила: Д - пречник плоче (главе) вентил; D1 - пречник стабла вентила; Л је дужина вентила; 1 - потискивач; 2 - конусни крекери; 3 - плоча опруге вентила; 4 - опруга вентила; 5 - доња потпорна плоча опруге вентила; 6 - поклопац за уље; 7 - вентил
На овим типовима мотора користе се вентили без пуњења натријума, као што је био случај и на другим типовима мотора компаније Mercedes-Benz. На сл. 40 приказане су димензије вентила. Вентили чије димензије не одговарају наведеним димензијама морају се заменити новим.
Када наручите вентиле, увек наведите њихову намену (улаз или излаз), као и да су ови вентили предвиђени за дизел мотор.
У неким случајевима могу се заменити само издувни вентили ако, на пример, имају изгореле ивице.
глава цилиндра
Темељно очистите спојне површине главе цилиндра и блока цилиндра, а затим проверите да ли је глава цилиндра деформисана. У ту сврху поставите лењир на спојну површину главе цилиндра и помоћу мерача за мерење измерите зазор испод лењира у уздужном, попречном и дијагоналном правцу. Ако током мерења размак између лењира и површине главе цилиндра у уздужном правцу прелази 0,10 мм, онда ову главу цилиндра треба послати у специјализовану сервисну станицу. Приликом постављања лењира у попречном смеру главе цилиндра, испод лењира не би требало да буде зазора. Главе цилиндара се могу брусити све док одговарајуће подешавање висине вентила то дозвољава (величина А на сл. 38).
На исти начин је потребно проверити висину избоченог дела предкомора за убризгавање дизел горива (601. мотор). Ивица предкомора треба да вири за 7,6–8,1 мм.
У сервису се прописана величина избоченог дела предкомора може подесити помоћу сета заптивних заптивки различитих дебљина постављених испод предкомора. Овај посао се обавезно мора обавити у сервису, јер је за то потребан посебан алат за пресовање и пресовање у предкоморама.
Цамсхафт
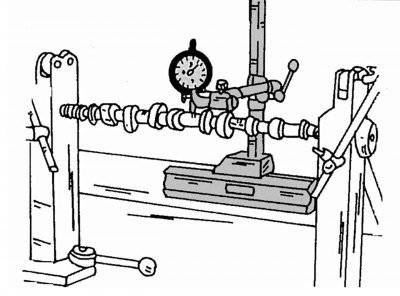
Пиринач. 41. Провера деформације брегастог вратила
Следећи текст описује радове који су укључени у проверу и праћење стања брегастог вратила. Структурни опис брегастог вратила, погледајте одељак. 2.12.6. Уградите брегасту осовину на призме постављене испод спољних носача лежајева или је стегните између центара струга, као што је приказано на сл. 41, и доведите сонду мерног индикатора на средњи потпорни врат. Затим, полако окрећући брегасто вратило, потребно је пратити назнаке стрелице. Ако стрелица одступи преко поделе од 0,01 мм, то ће значити да је осовина деформисана и да се мора заменити.
Замена уљних заптивки (глава цилиндра постављена на мотор)
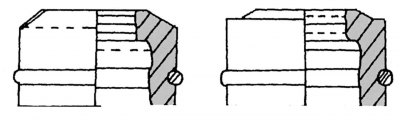
Пиринач. 42. Облик поклопца стабла вентила: лево - за матуру; десно - за усисне вентиле
Уљне заптивке се могу наћи у комплету за поправку. Комплет за поправку укључује заштитне чауре које се стављају на вретене усисног вентила током уградње. Заптивке осовине вентила за усисне и издувне вентиле разликују се једни од других и по пречнику и по облику, тако да их је немогуће збунити (пиринач. 42).
За уградњу капица обично се користи посебан алат. Ако није при руци, онда можете користити танку цев, али будите веома опрезни да не оштетите заптивне манжетне и спојне опруге капица. Приликом постављања уљних капа на стабљике вентила, из њих се морају уклонити крекери и опруге вентила. Да вентил не падне у цилиндар, неопходно је да клип овог цилиндра буде у ТДЦ. На четвороцилиндричним моторима, ова операција је у великој мери олакшана чињеницом да су сваки пут два клипа у ТДЦ. На петоцилиндричним моторима, овај посао је мало тежи, јер је сваки пут потребно окренути радилицу мотора под одређеним углом, постављајући клип следећег цилиндра у ТДЦ. Замена уљних заптивки мора се извршити на следећи начин (Препоручујемо да овај посао поверите искусном специјалисту).
Покрените мотор док клип првог цилиндра не буде у ТДЦ.
Демонтирајте брегасту осовину (пододељак 2.12.6).
Уклоните зупце вентила првог цилиндра као што је описано у пододељак 2.4.2. На четвороцилиндричном мотору можете истовремено уклонити крекере и уклонити опруге вентила са вентила четвртог цилиндра.
Пажљиво, како не бисте оштетили стабљике вентила и отворе за точење, клијештима скините старе уљне заптивке.
Подмажите нове заптивке стабла вентила уљем и пажљиво их гурните надоле преко вретена вентила. Не заборавите да ставите заштитне чауре на стабљике усисног вентила. Чврсто поставите заптивке стабла вентила на вођице вентила.
Инсталирајте опруге вентила, означене бојом према доле, и инсталирајте клинове вентила, пазећи да су чауре добро постављене у жљебове и конусне удубљења горњих плоча за потпору опруге вентила.
Лагано подигните погонски ланчаник брегасте осовине тако да се ланац не откачи и окрените радилицу четвороцилиндричног мотора за пола обртаја. Након тога, на сличан начин можете променити заптивке вретена вентила на вентилима другог и трећег цилиндра. Када радите на мотору са пет цилиндара, радилица се мора окретати док клип следећег цилиндра не достигне ТДЦ. Смењивање следећих цилиндара, чији клип пролази ТДЦ: 2–4–5–3. Као што је горе наведено, овај рад захтева посебну пажњу.
Белешка. Компресор опруге вентила мора се стегнути веома споро, јер се неки клинови вентила заглављују у жлебовима. Избегавајте ситуације у којима, услед брзог стезања уређаја, вентил својом плочом належе на клип. Алат треба да делује само на опругу вентила, сабијајући је и померајући је надоле.