
Клапанныя спружыны
Для належнай праверкі стане затамкавых спружын неабходзен адмысловы тэстар спружын. Калі яго няма ў вашым распараджэнні, то можна правесці простае параўнанне старой і новай затамкавых спружын. З гэтай мэтай узяць старую і новую затамкавыя спружыны і заціснуць іх у ціскі. Павольна сціскаючы губкі ціскоў, назіраць за ступенню сціску абедзвюх спружын. Калі яны сціскаюцца аднолькава, тое гэта сведчыць аб добрым стане старой спружыны. Але калі ў якая працавала спружыны вялікая ступень сціску (выглядае карацей новай), то гэта відавочная прыкмета стомленага зносу - такую спружыну варта замяніць. Спружыны клапанаў замяняюць поўным камплектам.
Падрыхтаваныя да ўстаноўкі спружыны выстаўляюць на роўнай і гладкай паверхні (на шкле) такім чынам, каб шчыльна самкнёныя віткі знаходзіліся знізу. Зверху на спружыны кладзецца металічны куток і правяраецца зазор паміж верхнім вітком спружыны і плоскасцю кутка. Гэты зазор не павінен перавышаць 2,0 мм. У адваротным выпадку спружыны падлягаюць замене.
Накіроўвалыя ўтулкі клапанаў
Накіравальныя ўтулкі клапанаў, выкананыя з чыгуну, маюць розныя дыяметры для впускных і выпускных клапанаў. Накіравальныя ўтулкі выпускных клапанаў маюць большы ўнутраны дыяметр і карацей, дзякуючы чаму іх лёгка пасартаваць. Працягваючы праз утулкі змочанае ў бензіне рыззё, правядзіце чыстку ўтулак. Стрыжні клапанаў лепш за ўсё чысціць якая верціцца металічнай шчоткай, замацаванай у электрадрыль.
Кантроль зносу накіравальных утулак праводзіцца з дапамогай калібраванай апраўкі. Калі выбраковочный калібр апраўкі вольна ўваходзіць у накіроўвалую ўтулку, то такую ўтулку варта замяніць новай. Для дэмантажу ўтулак варта карыстацца спецыяльнай апраўкай з уступам. Калі ёсць магчымасць выкарыстання накіроўвалых утулак 1-го стандартнага памеру, то для іх мантажу выкарыстоўваюць адмысловую апраўку, з дапамогай якой накіроўвалую ўтулку запрасоўваюць у пасадкавае гняздо датуль, пакуль стопорное кольца не ўвойдзе ў пазу на галоўцы блока цыліндраў. Пры ўсталёўцы накіравальных утулак рамонтных памерных груп пасадкавыя гнёзды неабходна папярэдне апрацаваць ручнымі працяглымі разгорткамі. Бо накіравальныя ўтулкі перад запрэсоўкай павінны астуджацца сухім лёдам, рэкамендуем перадаць галоўку блока цыліндраў на СТА для ўсталёўкі новых накіравальных утулак.
Перад заменай накіравальных утулак клапанаў спачатку правяраюць агульны стан галоўкі блока цыліндраў. Пасля запрэсоўкі ўтулкі расточваюць да патрабаваных памераў: 8,00-8,015 мм для впускных клапанаў і 9,00-9,015 для выпускных клапанаў. Накіравальныя ўтулкі выпускных клапанаў маюць вялікую даўжыню.
Пры замене накіроўвалых утулак неабходна замяніць і клапаны, а затамкавыя сядлы - прашліфаваць.
Заўвага. Шліфаванне затамкавых сёдлаў праводзіцца толькі пасля замены накіравальных утулак клапанаў. Калі раптам высветліцца, што сядла больш немагчыма растачваць, то накіроўвалыя ўтулкі мяняць не варта.
Клапаныя сядлы
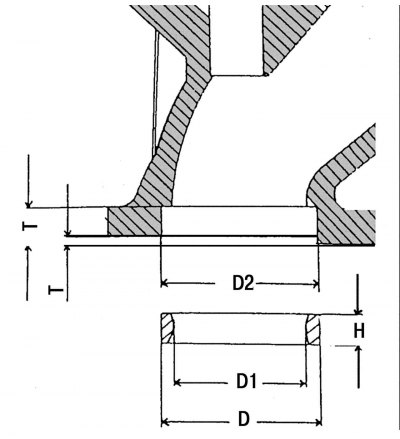
Мал. 37. Асноўныя памеры сёдлаў клапанаў: D - вонкавы дыяметр сядла клапана; D1 - унутраны дыяметр сядла клапана; D2 - пасадкавае гняздо пад затамкавае сядло ў галоўцы блока цыліндраў; Н - вышыня затамкавага сядла; Т - адлегласць паміж плоскасцю галоўкі блока цыліндраў і верхняй абзой затамкавага сядла; Н = 6,97-7,00 мм - для ўсіх клапанаў; Т = 2,37-2,25 мм - для впускных клапанаў; Т = 2,44-2,25 мм - для выпускных клапанаў
Калі падшыпнікі размеркавальнага вала моцна зношаныя, то ў гэтым выпадку няма неабходнасці расточваць затамкавыя сядлы, а варта замяніць галоўку блока цыліндраў у зборы. Сядла клапанаў правяраюцца на знос або адукацыя ракавін. Сляды невялікага зносу можна ўхіліць фрэзероўкай з дапамогай 45-градуснай канічнай фрэзы. Калі затамкавае сядло з-за вялікай выпрацоўкі стала вельмі шырокім, то такія сядлы падлягаюць замене. Клапанныя сядлы запрасоўваюць у галоўку блока цыліндраў, і здымаць іх лепш за ўсё шляхам высвідроўвання або выкручванні з дапамогай адмысловых расточванняў. Пры гэтым трэба быць вельмі асцярожным, каб не пашкодзіць галоўку блока цыліндраў. Замерыць дыяметр базавай адтуліны D1 (мал. 37) і ў выпадку неабходнасці змарнатравіць да наступнага рамонтнага памеру. Клапанныя сядлы з рамонтнымі прыпускамі могуць расточвацца датуль, пакуль не будзе забяспечвацца прадпісанае перакрыцце 0,068-0,10 мм. Сядлы впускных клапанаў маюць большы дыяметр.
Галоўку блока цыліндраў нагрэць на вадзяной лазні да 90°С, а затамкавае сядло астудзіць на сухім лёдзе, пасля чаго яго можна будзе запрасаваць спецыяльнай апраўкай у пасадачнае гняздо. Дадзеную аперацыю рэкамендуецца праводзіць на СТА.
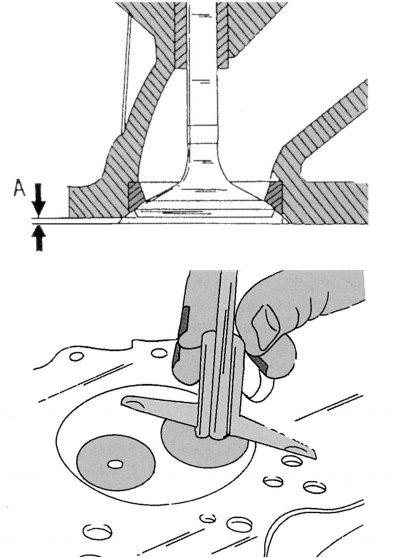
Мал. 38. Вызначэнне памеру А
Апрацаваць затамкавае сядло які адпавядае зенкерам і шліфавальным кругам на затамкавай шліфавальнай машынцы. З выкарыстаннем клапана замераць максімальную адлегласць А, як паказана на ніжняй частцы мал. 38. Пры ўсталёўцы новых клапана і затамкавага сядла адлегласць А павінна складаць 0,1–0,5 мм. Мяжа зносу складае 1,0 мм.
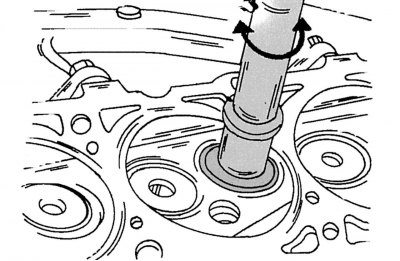
Мал. 39. Прыцірка клапанаў да сёдлаў
Пасля апрацоўкі вымерайце шырыню ўшчыльняльнага пояса затамкавага сядла. Калі шырыня ўшчыльняльнага пояса сядла впускнога клапана адрозніваецца ад значэння 2,5 мм, а сядла выпускнога клапана - ад значэння 3,5 мм, то такія сядла неабходна апрацаваць 15-градуснай фрэзай у верхняй частцы і 60-градуснай фрэзай у ніжняй частцы. Фрэзераванне спыняецца, як толькі шырыня ўшчыльняльнага пояса затамкавага сядла ўваходзіць у паказаныя вышэй межы. Пасля фрэзеравання неабходна выканаць прыцірку затамкавых сёдлаў. Для гэтага на сядло клапана наносіцца невялікая колькасць шліфавальнай пасты. Зверху на галоўку клапана мацуецца прысоска, з дапамогай якой клапану паведамляюцца круцільныя рухі то ў адзін, то ў іншы бок (мал. 39). Час ад часу неабходна паварочваць клапан на чвэрць абарачэння, а затым зноў прыціраць вярчальнымі рухамі. Пры неабходнасці трэба дадаць шліфавальную пасту на сядло клапана. Пасля прыціркі выдаліць рэшткі пасты з клапана і сядла і пракантраляваць пасадку клапана на сядле і галоўцы. На абедзвюх частках павінен выразна праглядацца які ўтварыўся матавы паясок, які і вызначае шырыню ўшчыльняльнага пояса затамкавага сядла.
Алоўкам вырабіце некалькі рысачак на які атрымаўся матавым паяску з інтэрвалам 1 мм па ім перыметру. Пасля гэтага апусціць клапан у сядло і пракруціць яго на 90°вакол стрыжня, злёгку прыціскаючы клапан да сядла.
Выміце клапан з сядла і праверце, каб зніклі пазнакі алоўка. Калі шырыня ўшчыльняльных паясоў затамкавых сёдлаў знаходзіцца ў загаданых межах, то галоўку блока цыліндраў можна ўсталёўваць на рухавік. У адваротным выпадку неабходна працягваць апрацоўку і прыцірку сёдлаў або замяніць галоўку блока цыліндраў.
Клапаны
З прычыны выкарыстання гідраўлічных кампенсатараў зазору ў клапанах канцы затамкавых стрыжняў впускных і выпускных клапанаў падвяргаюцца адмысловай апрацоўцы для таго, каб вытрымоўваць падвышаныя нагрузкі. Нязначныя пашкоджанні на галоўках клапанаў можна ўхіліць шляхам іх прыціркі да сёдлаў, як было апісана вышэй. Больш сур'ёзныя пашкоджанні ўшчыльняльных паверхняў можна выправіць на затамкавым шліфавальным станку. На адшліфаваных клапанах таўшчыня беражкоў іх талерак не павінна быць менш за 0,5-0,7 мм для впускных клапанаў і 0,5-0,6 мм - для выпускных.
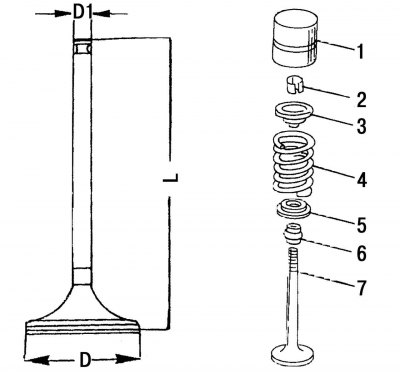
Мал. 40. Асноўныя памеры клапанаў: D - дыяметр талеркі (галоўкі) клапана; D1 - дыяметр стрыжня клапана; L - даўжыня клапана; 1 - штурхальнік; 2 - канічныя сухары; 3 - талерка затамкавай спружыны; 4 - затамкавая спружына; 5 - ніжняя апорная талерка затамкавай спружыны; 6 - маслоотражательный каўпачок; 7 - клапан
На дадзеных тыпах рухавікоў выкарыстоўваюцца клапаны без натрыевага запаўнення, як гэта мела месца на іншых тыпах рухавікоў фірмы Mercedes-Benz. На мал. 40 прыведзены памеры клапанаў. Клапаны, памеры якіх не адпавядаюць указаным памерам, павінны быць заменены новымі.
Пры афармленні замовы на клапаны неабходна заўсёды ўказваць іх прызначэнне (впускныя або выпускныя), А таксама тое, што гэтыя клапаны прызначаны для дызельнага рухавіка.
У некаторых выпадках можна замяніць толькі выпускныя клапаны, калі ў іх, напрыклад, прагарэлі беражкі.
Галоўка блока цыліндраў
Старанна пачысціць прывалачныя паверхні галоўкі блока цыліндраў і блока цыліндраў, а затым праверыць галоўку блока цыліндраў на адсутнасць дэфармацыі. З гэтай мэтай на прывалачную паверхню галоўкі блока цыліндраў змясціць лінейку і з дапамогай маца замераць зазор пад лінейкай у падоўжным, папярочным і дыяганальным кірунках. Калі падчас замеру зазор паміж лінейкай і паверхняй галоўкі блока цыліндраў у падоўжным кірунку перавысіць 0,10 мм, то гэтую галоўку блока цыліндраў варта накіраваць на спецыялізаваную СТА. Пры ўсталёўцы лінейкі ў папярочным кірунку галоўкі блока цыліндраў пад лінейкай не павінна быць ніякага прасвету. Галоўкі блока цыліндраў можна шліфаваць да таго часу, пакуль адпаведная карэкціроўка вышыні клапанаў дазволіць гэта рабіць (памер А на мал. 38).
Сапраўды гэтак жа неабходна правяраць вышыню якая выступае часткі форкамер для ўпырску дызельнага паліва (601-й рухавік). Абза форкамер павінна выступаць на 7,6-8,1 мм.
На СТА прадпісаны памер якая выступае часткі форкамер можа быць выстаўлены з дапамогай набору ўшчыльняльных пракладак рознай таўшчыні, усталёўваных пад форкамеры. Гэтая праца павінна абавязкова выконвацца на СТА, бо для гэтага неабходзен адмысловая прылада для выпрасоўкі і запрэсоўкі форкамер.
Размеркавальны вал
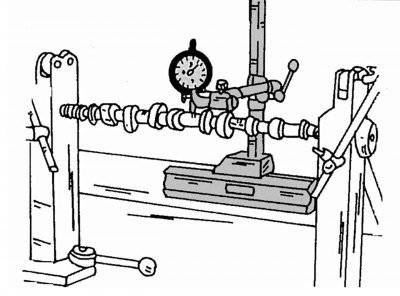
Мал. 41. Праверка дэфармацыі размеркавальнага вала
Ніжэй прыведзены тэкст апісвае працы, злучаныя з праверкай і кантролем стану размеркавальнага вала. Канструктыўнае апісанне размеркавальнага вала гл. Разд. 2.12.6. Размеркавальны вал усталяваць на прызмы, падстаўленыя пад крайнія апорныя шыйкі, або заціснуць паміж цэнтрамі такарнага станка, як паказана на мал. 41, а да сярэдняй апорнай шыйкі падвесці мац вымяральнага індыкатара. Затым, павольна пракручваючы размеркавальны вал, трэба сачыць за сведчаннямі стрэлкі. Калі стрэлка адхіліцца за дзяленне 0,01 мм, тое гэта будзе азначаць, што вал дэфармаваны і падлягае замене.
Замена маслоотражательных каўпачкоў (галоўка блока цыліндраў усталявана на рухавіку)
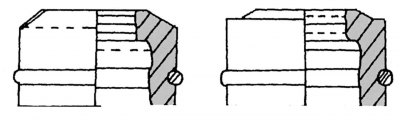
Мал. 42. Форма маслоотражательных каўпачкоў, якія надзяваюцца на стрыжні клапанаў: злева - для выпускных; справа - для впускных клапанаў
Маслаадбівальныя каўпачкі можна знайсці ў рамонтным камплекце. У склад рамонтнага камплекта ўваходзяць ахоўныя ўтулкі, якія пры мантажы апранаюць на стрыжні впускных клапанаў. Маслаадбівальныя каўпачкі для впускных і выпускных клапанаў адрозніваюцца сябар ад сябра як сваімі дыяметрамі, так і формай, таму пераблытаць іх немагчыма (мал. 42).
Для ўсталёўкі каўпачкоў звычайна выкарыстоўваецца адмысловая прылада. Калі яго няма пад рукой, то можна скарыстацца тонкай трубкай, але вельмі асцярожна, каб не пашкодзіць ушчыльняльныя абшэўкі і стяжные спружынкі каўпачкоў. Пры ўсталёўцы маслоотражательных каўпачкоў на стрыжні клапанаў, у апошніх павінны быць зняты сухары і затамкавыя спружыны. Для выключэння падзення клапана ў цыліндр неабходна, каб поршань гэтага цыліндру знаходзіўся ў ВМТ. На чатырохцыліндравых рухавіках гэтая аперацыя істотна палягчаецца дзякуючы таму, што кожны раз два поршні знаходзяцца ў ВМТ. На пяціцыліндравых рухавіках выконваць гэтую працу трохі складаней, бо кожны раз неабходна пракручваць каленчаты вал рухавіка на вызначаны кут, усталёўваючы поршань чарговага цыліндру ў ВМТ. Замену маслоотражательных каўпачкоў неабходна выконваць наступным чынам (рэкамендуем даручыць выканаць гэтую працу дасведчанаму адмыслоўцу).
Пракруціць рухавік да ўстаноўкі поршня першага цыліндру ў ВМТ.
Дэмантаваць размеркавальны вал (падразд. 2.12.6).
Выдаліць сухары клапанаў першага цыліндру, як апісана ў падразд. 2.4.2. На чатырохцыліндравым рухавіку можна адначасова выдаліць сухары і зняць затамкавыя спружыны з клапанаў чацвёртага цыліндру.
Акуратна, каб не пашкодзіць пры гэтым стрыжні клапанаў і адтуліны штурхачоў, сарваць шчыпцамі старыя маслоотражательные каўпачкі.
Новыя маслоотражательные каўпачкі вышмараваць алеем і акуратна праціснуць уніз па стрыжнях клапанаў. Не забывайце апранаць на стрыжні впускных клапанаў ахоўныя ўтулкі. Шчыльна насадзіць маслоотражательные каўпачкі на накіравальныя ўтулкі клапанаў.
Устанавіць затамкавыя спружыны каляровай маркіроўкай уніз і ўсталяваць сухары клапана, сочачы за тым, каб сухары добра селі ў пазы і канічныя паглыбленні верхніх апорных талерак затамкавых спружын.
Злёгку прыпадняць зорачку прывада размеркавальнага вала для таго, каб ланцуг не выйшла з зачаплення, і пракруціць каленчаты вал чатырохцыліндравага рухавіка на паўабарота. Пасля гэтага можна аналагічнай выявай памяняць маслоотражательные каўпачкі на клапанах другога і трэцяга цыліндраў. Пры працы на пяціцыліндравым рухавіку каленчаты вал неабходна паварочваць датуль, пакуль поршань наступнага цыліндру не дасягне ВМТ. Чаргаванне наступных цыліндраў, поршань якіх праходзіць ВМТ: 2-4-5-3. Як ужо адзначалася вышэй, правядзенне гэтай працы патрабуе асаблівай дбайнасці.
Заўвага. Прынада для сціску затамкавых спружын варта заціскаць вельмі павольна, бо сухары некаторых клапанаў завісаюць у пазах. Пазбягайце сітуацый, калі з прычыны хуткага заціску прынады клапан упіраецца сваёй талеркай у поршань. Прынада павінна ўздзейнічаць толькі на затамкавую спружыну, сціскаючы і перамяшчаючы яе ўніз.