
Вымярэнне вырабляецца ў падоўжным і папярочным кірунках па трох паясах, размешчаным на 10 мм ніжэй верхняй паверхні цыліндру, на 10 мм вышэй ніжняй паверхні цыліндру і ў сярэдзіне цыліндру. Такім чынам на кожным цыліндры праводзіцца 6 вымярэнняў, якія абазначаны лічбамі 1...3 і літарамі А і В і паказаны на мал. 28. Вынікі вымярэнняў неабходна запісаць і параўнаць з данымі ў табліцах. Калі адхіленні ад таблічных дадзеных адзначаны хаця б у адным цыліндры, праводзяць расточванне ўсіх цыліндраў блока. Дапушчальнае адхіленне ад намінальнага значэння не больш за 0.05 мм. Поршні павялічаных памераў (0.5 мм і 1 мм), як ужо згадвалася, разбітыя на памерныя групы. Канчатковы памер цыліндру вызначаецца пасля вымярэння дыяметра поршня, які вымяраецца па поясе, размешчаным на 10 мм вышэй ніжняй абзы спадніцы поршня, да гэтага памеру неабходна дадаць велічыню 0.02...0.03 мм зазору паміж цыліндрам і поршнем. Акрамя таго, трэба ўлічыць прыпуск 0.05 мм на нераўнамернасць апрацоўкі па вышыні цыліндру. У выніку адхіленне дыяметра цыліндру ад намінальнага значэння не павінна перавышаць 0.08 мм. Для праверкі зазору паміж поршнем і цыліндрам неабходна правесці вымярэнні, як апісана вышэй і вылічыць рознасць памераў поршня і цыліндру. Калі вынік перавышае 0.08 мм цыліндр неабходна растачваць, т.я. яго памеры знаходзяцца на мяжы дапушчальнага зносу.
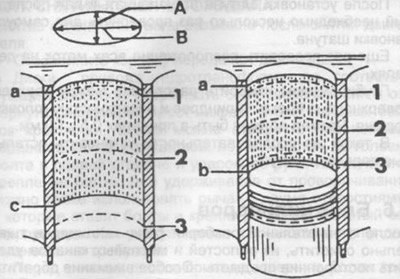
Мал. 28. Абмеры цыліндра. Паясы вымярэнняў абазначаны 1, 2 і 3.
Напрамкі вымярэнняў: падоўжнае "А", папярочнае "У",
а - ВМТ поршня,
b - НМТ,
з - ніжняе становішча спадніцы поршня.