
Калі адхіленні ад таблічных дадзеных адзначаны хаця б у адным цыліндры, неабходна змарнаваць усе цыліндры. Дапушчальнае адхіленне ад намінальнага значэння не больш за 0.05 мм. У продаж паступаюць поршні двух павялічаных памераў (на 0.5 мм і 1 мм). Для вызначэння памеру цыліндру неабходна вызначыць дыяметр поршня, які вымяраецца па поясе, размешчаным на 10 мм вышэй ніжняй абзы спадніцы поршня, да гэтага памеру неабходна дадаць велічыню 0.02...0.03 мм зазору паміж цыліндрам і поршнем. Акрамя таго, трэба ўлічыць прыпуск 0.05 мм на нераўнамернасць апрацоўкі па вышыні цыліндру. Вызначыць па выніках вышэйапісаных вымярэнняў зазор паміж поршнем і цыліндрам. Калі вынік вымярэння перавышае 0.08 мм цыліндр неабходна растачваць, т.я. яго памеры знаходзяцца на мяжы дапушчальнага зносу.
Праверка поршняў і бадзягаў
Агледзець усе дэталі, пры наяўнасці забоін, драпін ці зносу дэталі неабходна замяніць.
Шчупам вымераць зазоры паміж поршневымі кольцамі і адпаведнымі канаўкамі поршня, як паказана на мал. 66. Параўнаць атрыманыя рэзультаты з данымі ў табліцах. Павялічаныя зазоры паказваюць на знос або поршневага кольца або поршня.

Мал. 66. Вымярэнне зазору паміж поршневымі кольцамі і канаўкамі ў поршні. Канаўкі старанна ачысціць.
Усталяваць кольца ў ніжнім поясе цыліндру на адлегласці 20 мм ад ніжняй абзы і мацам вымераць зазор у замку поршневага кольца ("А" мал. 67). Параўнаць памер з дадзенымі ў табліцах.
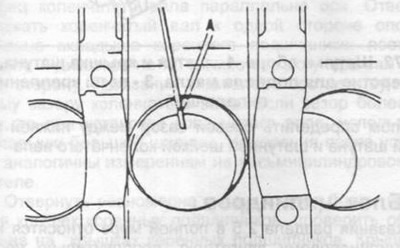
Мал. 67. Вымярэнне зазору ў замку поршневага кольца (А) у ніжнім поясе цыліндру.
Пры нязначным зазоры (напрыклад, пры выкарыстанні новых кольцаў, якія гэтак жа трэба вымераць) яго можна давесці да патрабаванай велічыні апілоўваннем тарцоў замка. Для гэтага напільнік заціснуць у ціскі і перамяшчаць тарцы замка па паверхні напільніка (гл. мал. 68). Пры павялічаным зазоры кольца неабходна замяніць.
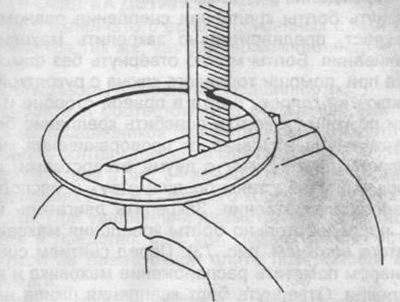
Мал. 68. Павелічэнне зазору ў замку кольца.
Праверыць поршневыя пальцы і верхнія галоўкі шатуноў на знос і адсутнасць пашкоджанняў. Калі бракуецца адзін з шатуноў, яго можна замяніць асобна.
Шатун, у якога адбыўся перагрэў галоўкі (налёт сіняга колеру), да далейшай эксплуатацыі не прыдатны. Утулка верхняй галоўкі новага шатуна разгортваецца. Пры паўторным выкарыстанні нітаў мацавання вечка шатуна неабходна вымераць дыяметр ніта ў вузкай частцы штангенцыркулем (гл. мал. 29). Калі памер менш 8.0 мм, то ніт неабходна замяніць, як апісана ніжэй. Перад заменай неабходна выканаць яшчэ адну праверку. Надзець вечка ніжняй галоўкі шатуна на ніт мацавання і разгарнуць па стаўленні да шатуна на 180°, як паказана на мал. 30. Шатун і вечка размясціць гарызантальна. Калі пад дзеяннем уласнай вагі вечка падае ўніз, ніт трэба замяніць. Для замены нітаў неабходна выканаць наступнае:
Выпрасаваць з ніжняй галоўкі шатуна старыя балты.
Паставіць шатун раздымнай паверхняй на сталёвую пліту з адтулінай вялікай дыяметра ніта і запрасаваць па чарзе новыя ніты мацавання.
З дапамогай прынады праверыць шатун на скручванне і выгін.
Паставіць вечка на шатун і зацягнуць гайкі мацавання момантам 40...50 Нм. З гэтага становішча гайкі павярнуць яшчэ на чвэрць абарачэння.
Усталяваць шатун у зборы ў ціскі і нутромером вымераць дыяметр ніжняй галоўкі, як паказана на мал. 31. Калі памер перавышае 51.62 мм або выяўлена некругласць адтуліны, паверхня вечка шатуна можна прыцерці на разметочной пліце, пласт які здымаецца металу не павінен перавышаць 0.02 мм.
Пры пашкоджанні або змене памераў утулкі ў верхняй галоўцы шатуна, яе можна выпрасаваць і запрасаваць новую ўтулку. Утулка разгортваецца ў памер 23.007...23.013 мм, што забяспечвае патрабаваны зазор паміж пальцам і верхняй галоўкай шатуна.
Вымярэнне зазор у шатун падшыпніках
Гэтыя працы выконваюцца сумесна з карэннымі падшыпнікамі (раздзел 3.6.2).