
Спружыны клапанаў
Усе ўказанні васьміцыліндровага рухавіка ў роўнай ступені ставяцца і да шасціцыліндравага рухавіка.
Накіроўвалыя ўтулкі клапанаў
Ачысціць накіравальныя ўтулкі протягиванием праз адтуліну анучы, змочанай у бензіне. Вонкавыя часткі накіравальных утулак ачысціць з дапамогай драцяной шчоткі, заціснутай у патрон электродрели.
Праверыць знос накіроўвалых утулак клапанаў пры дапамозе калібра. Калі непрахадны бок калібра ўваходзіць у адтуліну накіроўвалай утулкі, накіроўвалую ўтулкі клапана трэба замяніць.
Накіроўвалая ўтулка клапана выпрасоўваецца пры дапамозе апраўкі. Магчымая ўсталёўка накіроўвалай утулкі клапана намінальнага памеру 1, якая пры дапамозе апраўкі запрасоўваецца ў галоўку цыліндраў да ўпора ўсталявальнага кольца ў кантавую паверхню галоўкі. Магчымая ўсталёўка накіроўвалай утулкі клапана рамонтнага памеру, адтуліна затым апрацоўваецца ручной разгорткай. Перад усталёўкай новую накіроўвалую ўтулку рэкамендуецца астудзіць у сухім лёдзе, пажадана гэтую аперацыю выканаць у спецыялізаванай майстэрні.
Перш чым замяняць накіроўвалую ўтулку клапана праверце агульны стан галоўкі цыліндраў. Пасля запрэсоўкі накіроўвалай утулкі клапана адтуліна павінна быць разгорнута да памеру 9.000...9.015 мм для впускных клапанаў ці 11.00...11.018 мм для выпускных клапанаў. Накіроўвалая ўтулка впускнога клапана адрозніваецца большай даўжынёй.
Пры замене накіроўвалай утулкі клапана неабходна ўсталёўка новага клапана і дадатковая апрацоўка сядла клапана.
Пасля замены накіроўвалай утулкі клапана неабходна зенкіраванне сядла клапана. Калі апрацоўка сядла клапана больш немагчымая, якая накіроўвае ўтулку клапана не змяняць.
Сядла клапанаў
Пры зносе падшыпнікаў размеркавальнага вала магчымая ўсталёўка ўтулак рамонтнага памеру (шыйкі размеркавальнага вала шліфуюцца) ці ўстаноўка новай галоўкі цыліндраў.
Праверыць знос або пашкоджанне працоўных паверхняў сёдлаў клапанаў. Нязначны знос ухіляецца зенкованием пад кутом 45°. Калі такі рамонт ужо не магчымы, сядло клапана трэба замяніць.
Сядла клапанаў запрасаваныя ў галоўку цыліндраў і, для зняцця старых кольцаў іх высвідроўваюць з дапамогай адмысловай прылады, не дапушчаючы пашкоджанняў галоўкі цыліндраў. Затым правяраюць памер адтуліны "Д1" (мал. 62) і, пры неабходнасці, апрацоўваюць да наступнага рамонтнага памеру. Сядло клапана рамонтнага памеру павінна забяспечваць нацяг 0.074...0.1 мм.
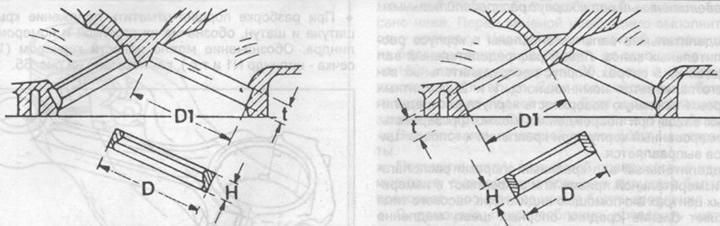
Мал. 62. Вымярэнне пасадачнай адтуліны пад сядла впускных і выпускных клапанаў у галоўцы цыліндраў. Злева пад впускной, справа пад выпускны клапаны.
Галоўку цыліндраў нагрэць у вадзяной ванне да 90°С, а сядло клапана астудзіць сухім лёдам, затым пры дапамозе апраўкі запрасаваць сядло клапана ў галоўку цыліндраў.
Апрацаваць сядло клапана пры дапамозе дрыля ці шліфавальнай машынкі. Паставіць клапан і вызначыць памер "А", паказаны на мал. 63. Змяншэнне памеру "А" магчыма пасля апрацоўкі прывалачнай плоскасці галоўкі цыліндраў.
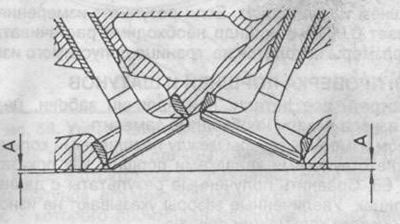
Мал. 63. Мінімальная адлегласць паміж талеркай клапана і раздымнай паверхняй галоўкі цыліндраў.
Пасля апрацоўкі вымераць шырыню працоўнай фаскі сядла клапана. Калі памер фаскі сядла впускного клапана не адпавядае памерам у табліцах, неабходна давесці яго да патрабаваных значэнняў зенкованием зверху зянкоўкай пад кутом 15°і знізу зянкоўкай пад кутом 60°.
Затым неабходна прыцерці працоўныя фаскі сядла клапана і клапана з выкарыстаннем притирочной пасты. Пасту нанесці на працоўную фаску сядла клапана і ўсталяваць клапан, з дапамогай прысоскі круціць клапан у двух кірунках, прыціскаючы да паверхні сядла.
Пасля прыціркі ачысціць дэталі ад бруду і рэштак притирочной пасты і праверыць працоўныя фаскі сядла клапана і клапана. На абедзвюх дэталях павінна добра праглядацца бесперапыннае матавае кольца, якое адпавядае шырыні працоўнай фаскі сядла клапана. Свінцовым стрыжнем вырабіць на працоўную фаску клапана паласу, затым асцярожна ўставіць клапан у накіроўвалую ўтулку і, прыціснуўшы да сядла клапана, звярнуць клапан на 90°.
Выняць клапан з накіроўвалай утулкі і праверыць працоўную фаску сядла клапана, калі сляды ад свінцовага стрыжня раўнамерна размяшчаюцца па ўсёй паверхні працоўнай фаскі, тое гэта значыць, што прыцірка выканана правільна і галоўка цыліндраў прыдатная да далейшай эксплуатацыі. Пры наяўнасці парываў прыцірку паўтарыць ці выкарыстоўваць новую галоўку цыліндраў.
Клапана
Усе звесткі па клапанах васьміцыліндровага рухавіка, прыведзеныя вышэй у роўнай ступені ставяцца і да шасціцыліндравым рухавікам. На канцы стрыжня клапана нанесена абазначэнне і ўсталёўваць можна клапана з аднолькавым абазначэннем.
Праверыць клапана на адпаведнасць дадзеным, прыведзеным у табліцах памераў і рэгулявальных дадзеных, і ўсё не адпаведныя гэтым дадзеным клапана замяніць.
Пры замене выпускных клапанаў звярнуць увагу на выкананне мер бяспекі пры ўтылізацыі клапанаў.
Пры замове заўсёды ўказваць год выпуску і нумар рухавіка.
Галоўка цыліндраў
Указанні, прыведзеныя для васьміцыліндровых рухавікоў, ставяцца гэтак жа і да шасціцыліндравым рухавікам. Прывалачныя плоскасці галоўкі цыліндраў можна фрэзераваць з наступным давядзенне памеру "А" (гл. мал. 63) да патрабаванай велічыні.
Размеркавальны вал і корпус размеркавальных валаў
Размеркавальныя валы ўстаноўлены ў корпусе размеркавальных валаў. Левы размеркавальны вал круціцца на 5 апорах. Корпус размеркавальных валаў вырабляецца намінальнага, 1 і 2 рамонтных памераў. Раздымную паверхню корпуса размеркавальных валаў пры пашкоджаннях можна фрэзераваць. Дэфармаваны корпус пры мацаванні да галоўкі цыліндраў выпраўляецца.
Размеркавальны вал крайнімі апорамі размяшчаюць на вымяральнай прызме або замацоўваюць у вымяральных цэнтрах і з дапамогай індыкатара гадзіннікавага тыпу правяраюць біццё сярэдніх апорных шыек, павольна круцячы размеркавальны вал. Калі біццё перавышае 0.01 мм, то вал бракуецца і яго трэба замяніць.
Зборка галоўкі цыліндраў
Зборка галоўкі цыліндраў вырабляецца ў зваротнай паслядоўнасці разборцы. Клапана ўсталёўваць толькі ў адпаведнасці з пазначэннямі на кардонных бірках. Маслаадбівальныя каўпачкі ставіць толькі пры дапамозе адмысловай апраўкі і іх памер павінен адпавядаць дыяметру стрыжня клапана.
Устаноўка размеркавальных валаў і карпусы размеркавальных валаў апісаны ў адпаведных раздзелах.