
Mjerenje se vrši u uzdužnom i poprečnom smjeru duž tri pojasa koji se nalaze 10 mm ispod gornje površine cilindra, 10 mm iznad donje površine cilindra i u sredini cilindra. Tako se na svakom cilindru vrši 6 mjerenja, koja su označena brojevima 1... 3 i slovima A i B i prikazana su na sl. 28. Rezultati mjerenja moraju se zabilježiti i usporediti s podacima u tablicama. Ako se uoče odstupanja od tabličnih podataka u barem jednom cilindru, svi cilindri bloka su probušeni. Dopušteno odstupanje od nazivne vrijednosti nije veće od 0,05 mm. preveliki klipovi (0,5 mm i 1 mm), kao što je već spomenuto, podijeljeni su u skupine veličine. Konačna veličina cilindra određuje se nakon mjerenja promjera klipa, koji se mjeri duž remena koji se nalazi 10 mm iznad donjeg ruba klipa, ovoj veličini potrebno je dodati vrijednost od 0,02... 0,03 mm razmak između cilindra i klipa. Osim toga, potrebno je uzeti u obzir dopuštenje od 0,05 mm za neravnomjernu obradu duž visine cilindra. Kao rezultat toga, odstupanje promjera cilindra od nominalne vrijednosti ne smije biti veće od 0,08 mm. Za provjeru zazora između klipa i cilindra potrebno je izmjeriti na gore opisani način i izračunati razliku u dimenzijama klipa i cilindra. Ako rezultat prelazi 0,08 mm, cilindar mora biti dosadno, jer njegove dimenzije su na granici dopuštenog trošenja.
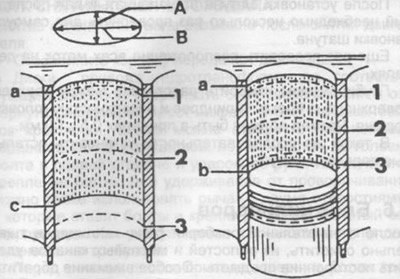
Riža. 28. Mjere cilindra. Mjerni pojasevi označeni su brojevima 1, 2 i 3.
Smjerovi mjerenja: uzdužni "A", poprečno "U",
a - GMT klipa,
b - BDC,
c - donji položaj suknje klipa.