
Ako se barem kod jednog cilindra uoče odstupanja od tabličnih podataka, potrebno je probušiti sve cilindre. Dopušteno odstupanje od nazivne vrijednosti nije veće od 0,05 mm. Klipovi su dostupni u dvije veće veličine (za 0,5 mm i 1 mm). Za određivanje veličine cilindra potrebno je odrediti promjer klipa koji se mjeri uzduž remena koji se nalazi 10 mm iznad donjeg ruba klipa, ovoj veličini potrebno je dodati vrijednost od 0,02... 0,03 mm razmaka između cilindra i klipa. Osim toga, potrebno je uzeti u obzir dopuštenje od 0,05 mm za neravnomjernu obradu duž visine cilindra. Odredite zazor između klipa i cilindra iz rezultata gornjih mjerenja. Ako rezultat mjerenja prelazi 0,08 mm, cilindar mora biti probušen, jer njegove dimenzije su na granici dopuštenog trošenja.
Provjera klipova i klipnjača
Pregledajte sve dijelove, ako postoje urezi, ogrebotine ili istrošenost, dio se mora zamijeniti.
Koristeći mjerač mjerača, izmjerite razmake između klipnih prstenova i odgovarajućih utora klipa, kao što je prikazano na sl. 66. Usporedite dobivene rezultate s podacima u tablicama. Povećani zazori ukazuju na istrošenost klipnog prstena ili klipa.

Riža. 66. Mjerenje razmaka između klipnih prstenova i utora u klipu. Temeljito očistite utore.
Ugradite prsten u donji pojas cilindra na udaljenosti od 20 mm od donjeg ruba i izmjerite razmak u bravi klipnog prstena mjernom mjerom ("A" riža. 67). Usporedite veličinu s podacima u tablicama.
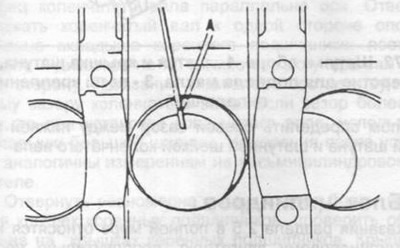
Riža. 67. Mjerenje zazora u bravi klipnog prstena (A) na dnu cilindra.
S malim razmakom (npr. kada koristite nove prstenove koje također treba izmjeriti) može se turpijanjem krajeva bravice dovesti na potrebnu vrijednost. Da biste to učinili, stegnite turpiju u škripac i pomaknite krajeve brave duž površine turpije (vidi sl. 68). S povećanim razmakom, prsten se mora zamijeniti.
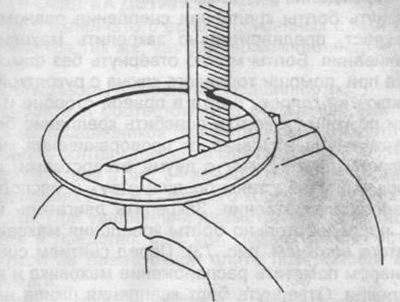
Riža. 68. Povećanje razmaka u bravi prstena.
Provjerite ima li istrošenosti i oštećenja klipnih klipova i kapica klipnjača. Ako je jedna od klipnjača neispravna, može se zasebno zamijeniti.
Klipnjača koja je pregrijala glavu (cvat plavetnila), neprikladno za daljnju upotrebu. Čahura gornje glave nove klipnjače je raspoređena. Kod ponovne upotrebe vijaka s poklopcem klipnjače, izmjerite promjer vijka na uskom kraju pomoću čeljusti (vidi sl. 29). Ako je dimenzija manja od 8,0 mm, tada se vijak mora zamijeniti kako je opisano u nastavku. Prije zamjene potrebno je izvršiti još jednu provjeru. Stavite poklopac klipnjače na pričvrsni vijak i okrenite ga za 180°u odnosu na klipnjaču, kao što je prikazano na sl. 30. Postavite klipnjaču i poklopac vodoravno. Ako poklopac padne zbog vlastite težine, vijak se mora zamijeniti. Za zamjenu vijaka učinite sljedeće:
Istisnite stare vijke iz donje glave klipnjače.
Stavite klipnjaču s podijeljenom površinom na čeličnu ploču s rupom velikog promjera vijka i naizmjenično utisnite nove pričvrsne vijke.
Pomoću alata provjerite je li klipnjača uvrnuta i savijena.
Stavite poklopac na klipnjaču i zategnite pričvrsne matice momentom od 40... 50 Nm. Iz ovog položaja okrenite matice za daljnju četvrtinu kruga.
Postavite sklop klipnjače u škripac i izmjerite promjer donje glave unutarnjim mjeračem, kao što je prikazano na sl. 31. Ako veličina prelazi 51,62 mm ili rupa nije zaobljena, površina poklopca klipnjače može se utrljati na ploču za označavanje, sloj uklonjenog metala ne smije biti veći od 0,02 mm.
Ako je čahura u gornjoj glavi klipnjače oštećena ili joj je promijenjena veličina, može se istisnuti i utisnuti nova čahura. Čahura se razvija na veličinu od 23,007...23,013 mm, što osigurava potreban razmak između klina i gornje glave klipnjače.
Mjerenje zazora u ležajevima klipnjače
Ovi radovi se izvode zajedno s glavnim ležajevima (odjeljak 3.6.2).