
Ventilové pružiny
Všetky pokyny pre osemvalcový motor platia rovnako pre šesťvalcový motor.
Vodidlá ventilov
Vyčistite vodiace puzdrá vytiahnutím handry namočenej v benzíne cez otvor. Vonkajšie časti vodiacich puzdier očistite drôtenou kefou upnutou v skľučovadle elektrickej vŕtačky.
Skontrolujte opotrebovanie vodidiel ventilov pomocou meradla. Ak neschodná strana meradla zapadá do vodiaceho otvoru, je potrebné vymeniť vedenie ventilu.
Vedenie ventilu sa vytlačí pomocou tŕňa. Je možné namontovať vedenie ventilu nominálnej veľkosti 1, ktoré sa tŕňom vtlačí do hlavy valca, až kým sa nastavovací krúžok nezastaví o koncovú plochu hlavy. Je možné namontovať nadrozmerné vedenie ventilu, otvor sa potom opracuje ručným výstružníkom. Pred montážou sa odporúča ochladiť nové vodiace puzdro v suchom ľade, je vhodné nechať túto operáciu vykonať v odbornej dielni.
Pred výmenou vedenia ventilu skontrolujte celkový stav hlavy valcov. Po zalisovaní vedenia ventilu je potrebné vystružiť otvor na 9 000...9,015 mm pre sacie ventily alebo 11,00...11,018 mm pre výfukové ventily. Vedenie sacieho ventilu je dlhšie.
Pri výmene vedenia ventilu je potrebné nainštalovať nový ventil a znovu opracovať sedlo ventilu.
Po výmene vedenia ventilu musí byť sedlo ventilu zahĺbené. Ak už nie je možné opracovanie sedla ventilu, vodidlo ventilu nemeňte.
Sedlá ventilov
Ak sú ložiská vačkového hriadeľa opotrebované, je možné namontovať príliš veľké puzdrá (čapy vačkového hriadeľa sú brúsené) alebo montáž novej hlavy valcov.
Skontrolujte opotrebovanie alebo poškodenie povrchov sediel ventilov. Menšie opotrebenie je eliminované zahĺbením pod uhlom 45°. Ak táto oprava už nie je možná, je potrebné vymeniť sedlo ventilu.
Sedlá ventilov sa zalisujú do hlavy valcov a na odstránenie starých krúžkov sa špeciálnym nástrojom vyvŕtajú, čím sa zabráni poškodeniu hlavy valcov. Potom skontrolujte veľkosť otvoru "D1" (ryža. 62) a ak je to potrebné, spracuje sa na ďalšiu veľkosť opravy. Sedlo ventilu opravovanej veľkosti by malo poskytovať presahové uloženie 0,074... 0,1 mm.
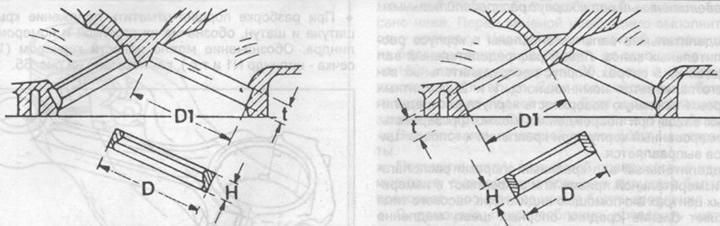
Ryža. 62. Meranie vŕtania pre sedlá sacích a výfukových ventilov v hlave valcov. Vľavo pod prívodom, vpravo pod výfukovými ventilmi.
Hlavu valca zahrejte vo vodnom kúpeli na 90°C a sedlo ventilu ochlaďte suchým ľadom, potom zatlačte sedlo ventilu do hlavy valca pomocou tŕňa.
Opracte sedlo ventilu vŕtačkou alebo brúskou. Nainštalujte ventil a určite veľkosť "A", znázornené na obrázok 63. Zmenšenie veľkosti "A" možné po opracovaní spojovacej roviny hlavy valcov.
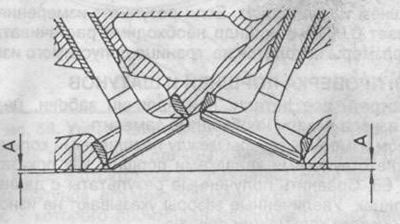
Ryža. 63. Minimálna vzdialenosť medzi kotúčom ventilu a deliacou plochou hlavy valcov.
Po opracovaní zmerajte šírku skosenia sedla ventilu. Ak veľkosť skosenia sedla prívodného ventilu nezodpovedá rozmerom v tabuľkách, je potrebné ho uviesť na požadované hodnoty zahĺbením zhora zahĺbením pod uhlom 15°a zospodu o zahĺbenie pod uhlom 60°.
Potom je potrebné zbrúsiť pracovné skosenia sedla ventilu a ventilu pomocou lapovacej pasty. Naneste pastu na pracovné skosenie sedla ventilu a nainštalujte ventil, pomocou prísavky otočte ventil v dvoch smeroch a pritlačte ho k povrchu sedla.
Po lapovaní očistite časti od nečistôt a zvyškov lapovacej pasty a skontrolujte pracovné skosenie sedla ventilu a ventilu. Na oboch častiach by mal byť zreteľne viditeľný súvislý nepriehľadný krúžok zodpovedajúci šírke pracovného skosenia sedla ventilu. Pomocou olovenej tyče nasaďte pásik na pracovné skosenie ventilu, potom ventil opatrne vložte do vodiaceho puzdra a zatlačením na sedlo ventilu otočte ventil o 90°.
Odstráňte ventil z vodiaceho puzdra a skontrolujte pracovné skosenie sedla ventilu, ak sú stopy vodiacej tyče rovnomerne rozložené po celej ploche pracovného skosenia, znamená to, že brúsenie je správne vykonané a hlava valca je vhodná pre ďalšiu prevádzku. Ak existujú medzery, zopakujte lapovanie alebo použite novú hlavu valca.
Ventil
Všetky vyššie uvedené informácie o ventiloch osemvalcových motorov platia rovnako pre šesťvalcové motory. Označenie sa aplikuje na koniec drieku ventilu a je možné nainštalovať ventily s rovnakým označením.
Skontrolujte ventily, či sú v súlade s údajmi uvedenými v tabuľkách veľkostí a nastavovacích údajov a vymeňte všetky ventily, ktoré týmto údajom nevyhovujú.
Pri výmene výfukových ventilov dbajte na bezpečnostné opatrenia pri likvidácii ventilov.
Pri objednávke vždy uveďte rok výroby a číslo motora.
Hlava motora
Pokyny uvedené pre osemvalcové motory platia aj pre šesťvalcové motory. Spojovacie roviny hlavy valcov je možné frézovať s následným nastavením veľkosti "A" (pozri obrázok 63) na požadovanú hodnotu.
Vačkový hriadeľ a puzdro vačkového hriadeľa
Vačkové hriadele sú namontované v skrini vačkového hriadeľa. Ľavý vačkový hriadeľ sa otáča na 5 ložiskách. Teleso vačkového hriadeľa sa vyrába v menovitých, 1 a 2 opravných veľkostiach. Delenú plochu skrine vačkového hriadeľa je možné v prípade poškodenia vyfrézovať. Deformované puzdro sa po pripevnení k hlave valca narovná.
Vačkový hriadeľ je uložený s krajnými podperami na meracom hranole alebo upevnený v meracích stredoch a pomocou úchylkomeru skontrolujeme hádzanie stredových ložiskových čapov pomalým otáčaním vačkového hriadeľa. Ak hádzanie presiahne 0,01 mm, hriadeľ sa vyradí a musí sa vymeniť.
Zloženie hlavy valcov
Hlava valca sa montuje v opačnom poradí ako pri demontáži. Ventily inštalujte iba v súlade s označeniami na kartónových štítkoch. Olejové tesnenia by sa mali inštalovať iba pomocou špeciálneho tŕňa a ich veľkosť musí zodpovedať priemeru drieku ventilu.
Montáž vačkových hriadeľov a krytov vačkových hriadeľov je popísaná v príslušných častiach.