
Да би се то урадило, очишћени отвори цилиндара се мере унутрашњим мерним уређајем на три места - односно у правцу осе клипног клипа (правац а), а затим управно на њега (правац ка). Са неуклоњеним клиповима, трећа мерна тачка је непосредно изнад доње мртве тачке клипа. Ако су проврти цилиндара избушени, додатак за хоновање не сме бити већи од 0,05 мм.
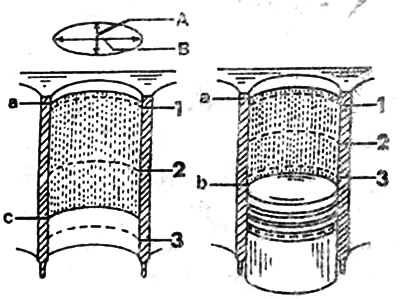
1, 2, 3. Мерни појасеви. a. клипни ТДЦ. b. БДЦ клип. c. Доњи положај сукње клипа.
Код мотора V8 за мерење проврта цилиндара мора се користити уређај са фиксацијом на месту мерења, јер у супротном може доћи до оштећења површине цилиндара. Површине цилиндара 8-цилиндарских мотора се електролитички обрађују након бушења и хоновања. Са овим алуминијумом до сада "додељен", да су клипни прстенови и лаки метални хромирани или гвожђени клипови у контакту искључиво са кристалима силицида, величине од 0,02 до 0,05 мм, који обезбеђују површину цилиндра отпорну на хабање. Ови кристали силицида се формирају након процеса електролизе. Ако се ова операција не изврши, резултат ће бити велико хабање клипова. Пошто се ова операција може извести само у специјализованим радионицама, овде нећемо описивати њене детаље.