
Arcurile supapelor trebuie verificate pe un suport special. În absența unui suport, puteți verifica arcul comparându-l cu un arc nou. Pentru a face acest lucru, arcurile trebuie așezate unul lângă altul și între ele puneți un tirant cu două suprafețe de susținere, dacă arcurile se deformează în același mod la comprimare, atunci vechiul arc este potrivit pentru funcționare ulterioară. Dacă arcul vechi este mai scurt decât cel nou, este un semn de oboseală și trebuie înlocuit.
Aranjați arcurile într-un rând pe o suprafață plană, puneți deasupra un pătrat de metal, distanța maximă dintre capetele superioare ale arcurilor și suprafața pătratului nu trebuie să depășească 2 mm.
După cum am menționat deja, pe aceste motoare sunt instalate diverse arcuri. Arcurile supapelor interne și externe diferă ca mărime și caracteristici. Dimensiunile arcurilor sunt prezentate în tabelele respective. Nu este permisă instalarea de arcuri de alte dimensiuni.
La modificarea lungimii de lucru a arcului (de exemplu, la prelucrarea unui scaun de supapă) se poate reface prin instalarea unor noi plăci cu arc.
Ghidajele supapelor
- Curățați bucșele de ghidare cu benzină. Curățați părțile proeminente ale bucșelor de ghidare cu o perie de sârmă prinsă în mandrina unui burghiu electric.
- Verificați uzura ghidajelor supapelor cu ajutorul unui manometru, așa cum se arată în desen 24. Dacă partea nemersă a manometrului se potrivește în orificiul de ghidare, ghidajul supapei trebuie înlocuit.

Desen 24. Verificarea ghidajului supapei cu un manometru.
Ghidajul supapei este presat în afară folosind un dorn instalat pe partea laterală a camerei de ardere. Este posibil să instalați un ghidaj de supapă de dimensiunea nominală 1, care este presat în chiulasă cu un dorn până când inelul de reglare se oprește de suprafața de capăt a capului. Ghidajul supapei supradimensionat poate fi instalat (marcat cu roșu), gaura este apoi prelucrată cu alez manual. Înainte de instalare, se recomandă răcirea unui nou bucșă de ghidare în gheață carbonică, iar dacă nu. apoi încălziți chiulasa în apă fierbinte la 80°C și introduceți ghidajul supapei. Verificați starea generală a chiulasei înainte de a înlocui ghidajul supapei. După apăsarea manșonului de ghidare a supapei, orificiul trebuie alezat la o dimensiune de 9.000...9.015 mm.
La înlocuirea ghidajului supapei, trebuie instalată o nouă supapă.
Atenție: După înlocuirea ghidajului supapei, scaunul supapei trebuie să fie scufundat. Dacă prelucrarea scaunului supapei nu mai este posibilă, nu schimbați ghidajul supapei (vezi mai jos).
Scaune supapelor
Verificați uzura sau deteriorarea suprafețelor scaunului supapei. Uzura minoră este eliminată prin scufundare la un unghi de 45°. Dacă această reparație nu mai este posibilă, scaunul supapei trebuie înlocuit.
Scaunele supapelor sunt presate în chiulasa, iar dimensiunile lor sunt diferite pentru diferite tipuri de motoare. Pentru a îndepărta inelele vechi, acestea sunt găurite și, după distrugere, sunt scoase din priza din chiulasă. Apoi verificați dimensiunea găurii "D1" (desen 25) și, dacă este necesar, procesate la următoarea dimensiune de reparație. Scaunul supapei de dimensiunea de reparare trebuie să asigure o potrivire prin interferență de 0,074... 0,1 mm. Diametrele scaunului supapei pentru diferite tipuri de motoare sunt diferite.
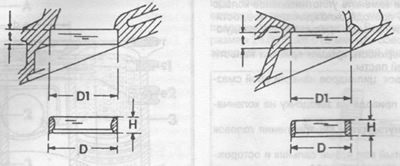
Desen 25. Dimensiunile scaunului supapei de admisie si evacuare.
Încălziți chiulasa într-o baie de apă la 90°C și răciți scaunul supapei cu gheață uscată, apoi apăsați scaunul supapei în chiulasă folosind un dorn. În absența condițiilor necesare, trebuie să contactați atelierul de reparații.
După prelucrare, măsurați lățimea teșiturii scaunului supapei. Ar trebui să fie 1,3... 2,0 mm pentru supapa de admisie și 1,5... 2,0 mm pentru ieșire. Dacă este necesar, lățimea teșiturii de lucru este adusă la dimensiunile de mai sus prin frecare de sus cu o freză la un unghi de 15°și de jos cu o freză la un unghi de 60°. Apoi, este necesar să șlefuiți teșiturile de lucru ale scaunului supapei și supapei folosind pastă de lepătură. Aplicați pasta pe teșirea de lucru a scaunului supapei și instalați supapa, utilizați ventuza pentru a roti supapa în două direcții, apăsând-o pe suprafața scaunului. După șlefuire, curățați părțile de murdărie și reziduuri de pastă de lepăt și verificați teșiturile de lucru ale scaunului și supapei. Pe ambele părți, un inel opac continuu trebuie să fie clar vizibil, corespunzător lățimii teșiturii de lucru a scaunului supapei.
Utilizați o tijă de plumb pentru a pune o bandă pe teșirea de lucru a supapei, apoi introduceți cu grijă supapa în manșonul de ghidare și, apăsând pe scaunul supapei, rotiți supapa la 90°.
Scoateți supapa din manșonul de ghidare și verificați teșirea de lucru a scaunului supapei, dacă urmele tijei de plumb sunt distribuite uniform pe întreaga suprafață a teșirii de lucru, aceasta înseamnă că șlefuirea se face corect și chiulasa este potrivită pentru operare ulterioară. Dacă există goluri, repetați șlefuirea sau utilizați o chiulasă de schimb.
Supapă
Deteriorarea minoră a suprafeței supapei este reparată prin lipirea de scaunul supapei, așa cum este descris mai sus.
Măsurați supapele pentru conformitatea cu dimensiunile date în tabele. Dacă dimensiunile nu sunt corecte, supapa trebuie înlocuită, acordând atenție următoarelor:
Tija supapei de evacuare este umplută cu sodiu. Prin urmare, în timpul eliminării, trebuie respectate anumite reguli de siguranță. Datorită pericolului de explozie, supapele umplute cu sodiu nu trebuie trimise pentru topire sau scule (de exemplu, pumn) înainte de îndepărtarea sodiului. La scoaterea sodiului din supapă, trebuie luat în considerare faptul că sodiul reacţionează foarte activ cu apa şi soluţiile apoase cu eliberare de hidrogen, ceea ce poate duce la un incendiu. Puteți neutraliza sodiul într-o soluție de 2 litri de alcool și 1 litru de apă într-un recipient situat într-o zonă deschisă.
La comanda, vă rugăm să specificați că supapele sunt necesare pentru vehiculele din seria 116. Numărul de serie este ștanțat pe capătul tijei supapei.
Cap cilindru
Curățați cu atenție suprafețele de îmbinare ale chiulasei și blocului cilindrului și verificați dacă suprafața despicată a chiulasei nu este deformată. Pentru a face acest lucru, puneți o paralelă de măsurare pe plan și măsurați înălțimea decalajului dintre paralel și planul capului cu o sondă, măsurați-o în direcțiile longitudinale, transversale și diagonale. Dacă planeitatea nu depășește 0,08 mm, atunci capul poate fi șlefuit pe placa de marcare. Dacă golul este mai mare în mai multe locuri, atunci chiulasa trebuie înlocuită.
Suprafața despicată a chiulasei poate fi șlefuită, totuși, trebuie menținută o anumită dimensiune între suprafața despicată și suprafața superioară a chiulasei, așa că această lucrare se face de preferință la o stație de service Mercedes. După șlefuirea suprafeței despicate, scaunele supapelor trebuie să fie așezate mai adânc. Pentru a verifica, supapa este introdusă în scaun și se măsoară distanța dintre capetele tijelor supapei și suprafața despicată a chiulasei. Dimensiunea necesară este obținută prin frecarea șanfrenului de lucru al scaunului supapei.
Arbore cu came
Arborele cu came se așează cu suporturi extreme pe o prismă de măsurare sau se fixează în centre de măsurare și, cu ajutorul unui comparator, se verifică deformarea bolțurilor lagărelor medii prin rotirea lentă a arborelui cu came. Dacă curățarea depășește 0,03 mm, atunci arborele este respins și trebuie înlocuit. Gâturile de susținere pot fi măcinate de două ori. Informații despre această lucrare pot fi obținute de la stația de service.