
Sprężyny zaworowe
Do prawidłowego sprawdzenia stanu sprężyn zaworów wymagany jest specjalny tester sprężyn. Jeśli nie masz do dyspozycji, możesz dokonać prostego porównania starych i nowych sprężyn zaworowych. Aby to zrobić, weź stare i nowe sprężyny zaworów i zaciśnij je w imadle. Powoli ściskając szczęki imadła, obserwuj stopień ściśnięcia obu sprężyn. Jeśli ściskają się jednakowo, oznacza to dobry stan starej sprężyny. Ale jeśli sprężyna robocza ma wysoki stopień sprężania (wygląda na krótszą niż nowa), to jest to wyraźna oznaka zużycia zmęczeniowego - taką sprężynę należy wymienić. Sprężyny zaworów wymieniane na komplet.
Przygotowane do montażu sprężyny są odsłonięte na płaskiej i gładkiej powierzchni (na szkle) tak, aby ciasno zamknięte zwoje znajdowały się na dole. Na sprężynach umieszcza się metalowy narożnik i sprawdza się szczelinę między górnym zwojem sprężyny a płaszczyzną narożnika. Szczelina ta nie powinna przekraczać 2,0 mm. W przeciwnym razie sprężyny należy wymienić.
Prowadnice zaworów
Prowadnice zaworów wykonane z żeliwa mają różne średnice dla zaworów dolotowych i wydechowych. Prowadnice zaworów wydechowych mają większy otwór i są krótsze, co ułatwia ich sortowanie. Przeciągając szmatkę nasączoną benzyną przez tuleje, wyczyść tuleje. Trzpienie zaworów najlepiej czyścić obracającą się metalową szczotką przymocowaną do wiertarki elektrycznej.
Kontrola zużycia tulei prowadzących odbywa się za pomocą kalibrowanego trzpienia. Jeśli miernik odrzutu trzpienia swobodnie wchodzi w tuleję prowadzącą, to taką tuleję należy wymienić na nową. Do demontażu tulei należy użyć specjalnego trzpienia z występem. Jeśli możliwe jest zastosowanie tulei prowadzących pierwszego standardowego rozmiaru, wówczas do ich montażu stosuje się specjalny trzpień, za pomocą którego tuleja prowadząca jest wciskana w gniazdo, aż pierścień ustalający wejdzie w rowek na głowicy cylindrów. Podczas montażu tulei prowadzących grup wielkości naprawczych gniazda montażowe należy wstępnie przygotować ręcznymi rozwiertakami. Ponieważ tuleje prowadzące muszą być schłodzone suchym lodem przed wciśnięciem, zalecamy wysłanie głowicy cylindrów do warsztatu w celu zamontowania nowych tulei prowadzących.
Przed wymianą prowadnic zaworów należy najpierw sprawdzić ogólny stan głowicy cylindrów. Tuleje po wciśnięciu rozwiercane są do wymaganych wymiarów: 8,00-8,015 mm dla zaworów dolotowych i 9,00-9,015 mm dla zaworów wydechowych. Prowadnice zaworów wydechowych są długie.
Podczas wymiany tulei prowadzących należy również wymienić zawory, a gniazda zaworów należy wyszlifować.
Notatka. Szlifowanie gniazd zaworów odbywa się dopiero po wymianie prowadnic zaworów. Jeśli nagle okaże się, że siodełek nie da się już nudzić, to tulei prowadzących nie należy wymieniać.
Gniazda zaworów
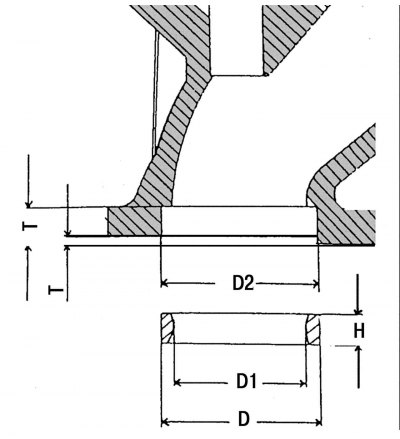
Rys. 37. Główne wymiary gniazd zaworów: D to zewnętrzna średnica gniazda zaworu; D1 to wewnętrzna średnica gniazda zaworu; D2 - gniazdo gniazda zaworu w głowicy cylindrów; H to wysokość gniazda zaworu; T jest odległością między płaszczyzną głowicy cylindra a górną krawędzią gniazda zaworu; H=6,97-7,00 mm - dla wszystkich zaworów; T \u003d 2,37-2,25 mm - dla zaworów dolotowych; T = 2,44-2,25 mm - dla zaworów wydechowych
Jeśli łożyska wałka rozrządu są mocno zużyte, nie ma potrzeby wiercić gniazd zaworów, ale należy wymienić zespół głowicy cylindrów. Gniazda zaworów są sprawdzane pod kątem zużycia lub wżerów. Lekkie zużycie można usunąć poprzez frezowanie frezem stożkowym pod kątem 45 stopni. Jeśli gniazdo zaworu stało się bardzo szerokie z powodu dużego zużycia, należy je wymienić. Gniazda zaworów są wciskane w głowicę cylindrów i najlepiej je usuwać, wiercąc lub odkręcając za pomocą specjalnych otworów. Należy przy tym uważać, aby nie uszkodzić głowicy cylindrów. Zmierz średnicę otworu podstawy D1 (Rys. 37) i, jeśli to konieczne, rozwiercić do następnego rozmiaru naprawy. Gniazda zaworów z naddatkiem na naprawę można przewiercić do uzyskania zalecanej zakładki 0,068-0,10 mm. Gniazda zaworów dolotowych są większe.
Podgrzej głowicę cylindra w kąpieli wodnej do 90°C i schłodź gniazdo zaworu suchym lodem, po czym można je wcisnąć w gniazdo za pomocą specjalnego trzpienia. Zaleca się wykonanie tej operacji na stacji paliw.
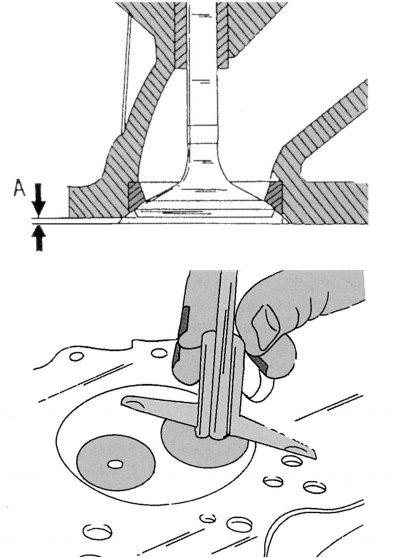
Rys. 38. Określenie rozmiaru A
Wykończ gniazdo zaworu odpowiednim pogłębiaczem i ściernicą na szlifierce do zaworów. Za pomocą zaworu zmierz maksymalną odległość A, jak pokazano na dole rys. 38. Podczas montażu nowego zaworu i gniazda zaworu odległość A powinna wynosić 0,1–0,5 mm. Granica zużycia wynosi 1,0 mm.
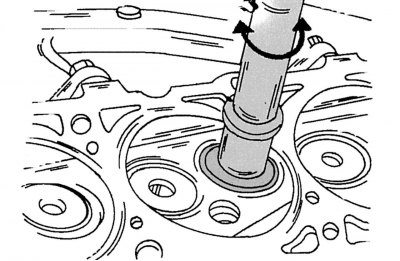
Rys. 39. Docieranie zaworów do gniazd
Po obróbce zmierzyć szerokość opaski uszczelniającej gniazda zaworu. Jeżeli szerokość pasa uszczelniającego gniazda zaworu dolotowego jest różna od wartości 2,5 mm, a gniazd zaworu wydechowego od wartości 3,5 mm, to takie gniazda należy obrobić frezem 15-stopniowym w górnej części oraz 60-stopniowy frez w dolnej części. Frezowanie zatrzymuje się, gdy tylko szerokość taśmy uszczelniającej gniazda zaworu przekroczy powyższe granice. Po wyfrezowaniu gniazda zaworów muszą zostać dotarte. W tym celu na gniazdo zaworu nakłada się niewielką ilość pasty szlifierskiej. Przyssawka jest przymocowana do górnej części głowicy zaworu, za pomocą której ruchy obrotowe są przekazywane do zaworu w jednym lub drugim kierunku (Rys. 39). Od czasu do czasu konieczne jest obrócenie zaworu o ćwierć obrotu, a następnie ponowne pocieranie ruchami obrotowymi. W razie potrzeby dodaj pastę szlifierską do gniazda zaworu. Po docieraniu usuń pozostałą pastę z zaworu i gniazda i sprawdź dopasowanie zaworu do gniazda i głowicy. Na obu częściach powinien być wyraźnie widoczny powstały matowy pas, który określa szerokość pasa uszczelniającego gniazdo zaworu.
Za pomocą ołówka nałóż kilka kresek na powstały matowy pasek w odstępie 1 mm wzdłuż jego obwodu. Następnie opuść zawór do gniazda i obróć go o 90°wokół trzpienia, lekko dociskając zawór do gniazda.
Wyjmij zawór z gniazda i sprawdź, czy ślady ołówka zniknęły. Jeśli szerokość pasków uszczelniających gniazd zaworów mieści się w określonych granicach, głowicę cylindrów można zamontować na silniku. W przeciwnym razie konieczne jest kontynuowanie obróbki i docierania siedzeń lub wymiana głowicy cylindrów.
Zawory
Dzięki zastosowaniu hydraulicznych kompensatorów luzów zaworowych końcówki trzonków zaworów dolotowych i wydechowych są specjalnie obrabiane, aby wytrzymać zwiększone naprężenia. Drobne uszkodzenia głowic zaworów można naprawić, uderzając nimi o gniazda, jak opisano powyżej. Poważniejsze uszkodzenia powierzchni uszczelniających można naprawić za pomocą szlifierki do zaworów. Na polerowanych zaworach grubość krawędzi ich płytek nie powinna być mniejsza niż 0,5–0,7 mm dla zaworów dolotowych i 0,5–0,6 mm dla zaworów wydechowych.
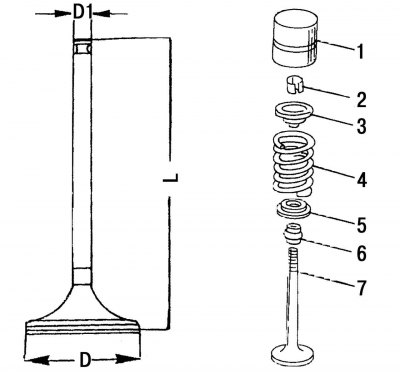
Rys. 40. Główne wymiary zaworów: D - średnica płyty (głowy) zawór; D1 to średnica trzpienia zaworu; L to długość zaworu; 1 - popychacz; 2 - krakersy stożkowe; 3 - płytka sprężyny zaworu; 4 - sprężyna zaworu; 5 - dolna płytka nośna sprężyny zaworowej; 6 - korek wlewu oleju; 7 - zawór
W tego typu silnikach stosuje się zawory bez wypełnienia sodem, podobnie jak w przypadku innych typów silników Mercedes-Benz. na rys. 40 pokazuje wymiary zaworów. Zawory, których wymiary nie odpowiadają podanym wymiarom, należy wymienić na nowe.
Składając zamówienie na zawory należy zawsze wskazać ich przeznaczenie (wlot lub wylot), a także, że zawory te są przeznaczone do silnika Diesla.
W niektórych przypadkach można wymienić tylko zawory wydechowe, jeśli na przykład mają wypalone krawędzie.
Głowica cylindra
Dokładnie wyczyść współpracujące powierzchnie głowicy cylindrów i bloku cylindrów, a następnie sprawdź, czy głowica cylindrów nie jest odkształcona. W tym celu należy przyłożyć linijkę do powierzchni współpracującej głowicy cylindrów i szczelinomierzem zmierzyć szczelinę pod linijką w kierunku wzdłużnym, poprzecznym i ukośnym. Jeżeli podczas pomiaru szczelina między linijką a powierzchnią głowicy cylindra w kierunku wzdłużnym przekroczy 0,10 mm, to należy tę głowicę odesłać do specjalistycznego serwisu. Podczas instalowania linijki w kierunku poprzecznym głowicy cylindrów pod linijką nie powinno być szczeliny. Głowice cylindrów można szlifować, o ile pozwala na to odpowiednia regulacja wysokości zaworów (rozmiar A na zdj. 38).
W ten sam sposób należy sprawdzić wysokość wystającej części komór wstępnych wtrysku oleju napędowego (601. silnik). Krawędź komór wstępnych powinna wystawać na 7,6–8,1 mm.
Na stacji serwisowej można ustawić zalecaną wielkość wystającej części komór wstępnych za pomocą zestawu uszczelek różnej grubości montowanych pod komorami wstępnymi. Ta praca musi być koniecznie wykonana na stacji paliw, ponieważ wymaga specjalnego narzędzia do wyciskania i wciskania komór wstępnych.
Wał rozrządczy
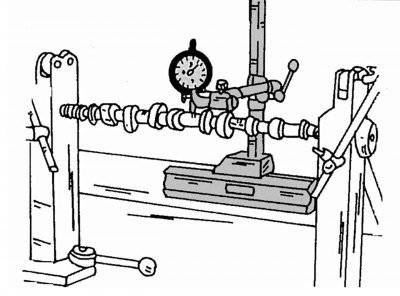
Rys. 41. Sprawdzenie odkształcenia wałka rozrządu
Poniższy tekst opisuje prace związane ze sprawdzaniem i monitorowaniem stanu wałka rozrządu. Opis budowy wałka rozrządu, patrz rozdz. 2.12.6. Zamontować wałek rozrządu na pryzmatach umieszczonych pod skrajnymi czopami łożysk lub zacisnąć go pomiędzy środkami tokarki, jak pokazano na rys. 41 i przyłóż sondę wskaźnika pomiarowego do szyjki wspornika środkowego. Następnie powoli obracając wałek rozrządu, należy postępować zgodnie ze wskazaniami strzałki. Jeśli strzałka odbiega poza podziałkę 0,01 mm, oznacza to, że wałek jest zdeformowany i należy go wymienić.
Wymiana uszczelnień olejowych (głowica cylindrów zamontowana na silniku)
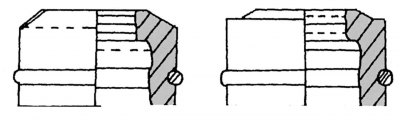
Rys. 42. Kształt kołpaków trzonków zaworów: po lewej - do ukończenia szkoły; po prawej - dla zaworów dolotowych
Uszczelki olejowe znajdują się w zestawie naprawczym. W skład zestawu naprawczego wchodzą tuleje ochronne, które zakładane są na trzpienie zaworów dolotowych podczas montażu. Uszczelnienia trzonków zaworów do zaworów dolotowych i wydechowych różnią się od siebie zarówno średnicą, jak i kształtem, więc nie można ich pomylić (Rys. 42).
Do montażu zaślepek zwykle używa się specjalnego narzędzia. Jeśli nie ma go pod ręką, możesz użyć cienkiej rurki, ale uważaj, aby nie uszkodzić mankietów uszczelniających i sprężyn łączących nakrętek. Podczas instalowania korków olejowych na trzpieniach zaworów należy usunąć z nich krakersy i sprężyny zaworów. Aby zapobiec wpadnięciu zaworu do cylindra, konieczne jest, aby tłok tego cylindra znajdował się w GMP. W silnikach czterocylindrowych operację tę znacznie ułatwia fakt, że za każdym razem dwa tłoki znajdują się w GMP. W silnikach pięciocylindrowych ta praca jest nieco trudniejsza, ponieważ za każdym razem konieczne jest obrócenie wału korbowego silnika o określony kąt, ustawiając tłok następnego cylindra w GMP. Wymianę uszczelek olejowych należy przeprowadzić w następujący sposób (Zalecamy powierzenie tej pracy doświadczonemu specjaliście).
Kręcić silnikiem, aż tłok pierwszego cylindra znajdzie się w GMP.
Zdemontować wałek rozrządu (podrozdział 2.12.6).
Zdejmij zawleczki zaworu pierwszego cylindra, jak opisano w podrozdział 2.4.2. W czterocylindrowym silniku można jednocześnie usuwać krakersy i usuwać sprężyny zaworów z zaworów czwartego cylindra.
Ostrożnie, aby nie uszkodzić trzonków zaworów i otworów popychaczy, ściągnij stare uszczelki olejowe szczypcami.
Nasmaruj nowe uszczelnienia trzpieni zaworów olejem i ostrożnie wciśnij je na trzpienie zaworów. Nie zapomnij założyć tulei ochronnych na trzpienie zaworów dolotowych. Mocno zamocuj uszczelnienia trzonków zaworów na prowadnicach zaworów.
Zamontuj sprężyny zaworów, oznaczone kolorami w dół, i załóż zawleczki zaworów, upewniając się, że zawleczki są dobrze osadzone w rowkach i stożkowych wgłębieniach górnych płytek podtrzymujących sprężyny zaworów.
Podnieś lekko koło zębate napędu wałka rozrządu, aby łańcuch się nie rozłączył, i obróć wał korbowy czterocylindrowego silnika o pół obrotu. Następnie możesz podobnie zmienić uszczelnienia trzonków zaworów na zaworach drugiego i trzeciego cylindra. Podczas pracy na silniku pięciocylindrowym wał korbowy musi być obracany, aż tłok następnego cylindra osiągnie GMP. Przemiana kolejnych cylindrów, których tłok przechodzi TDC: 2–4–5–3. Jak wspomniano powyżej, ta praca wymaga szczególnej ostrożności.
Notatka. Ściskacz sprężyny zaworowej należy dociskać bardzo powoli, ponieważ niektóre zawleczki zaworowe utknęły w rowkach. Należy unikać sytuacji, w których na skutek szybkiego zaciśnięcia urządzenia zawór opiera się płytką o tłok. Narzędzie powinno działać tylko na sprężynę zaworu, ściskając ją i przesuwając w dół.