
Ehhez belső mérőműszerrel három helyen - mégpedig a dugattyúcsap tengelye irányában - meg kell mérni a megtisztított hengerfuratokat (irány a), majd rá merőlegesen (irányába). Ha a dugattyúkat nem távolítják el, a harmadik mérési pont közvetlenül a dugattyú alsó holtpontja felett van. Ha a henger furatai fúrtak, a hónolási ráhagyás nem haladhatja meg a 0,05 mm-t.
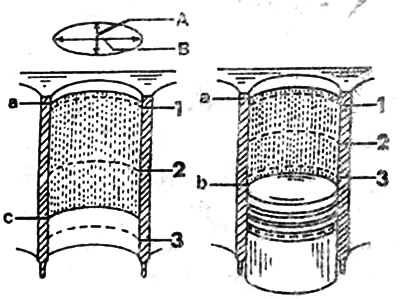
1, 2, 3. Mérőszalagok. a. dugattyús TDC. b. BDC dugattyú. c. A dugattyúszoknya alsó helyzete.
V8-as motoroknál a hengerfuratok mérésére reteszelőmérőt kell használni, mint pl különben a hengerfelületek megsérülhetnek. A 8 hengeres motorok hengerfelületeit fúrás és hónolás után elektrolitikusan feldolgozzák. Eddig ezzel az alumíniummal "kijelölt", hogy a dugattyúgyűrűk és a könnyűfém krómozott vagy vaslemezes dugattyúk kizárólag 0,02-0,05 mm méretű szilicid kristályokkal érintkeznek, amelyek kopásálló hengerfelületet biztosítanak. Ezek a szilicidkristályok az elektrolízis folyamata után keletkeznek. Ha ezt a műveletet nem hajtják végre, akkor a dugattyúk nagymértékű kopása lesz. Mivel ezt a műveletet csak erre szakosodott műhelyekben lehet elvégezni, ennek részleteit itt nem ismertetjük.