
Opruge ventila
Za ispravnu provjeru stanja opruga ventila potreban je poseban ispitivač opruga. Ako vam nije na raspolaganju, možete napraviti jednostavnu usporedbu starih i novih opruga ventila. Da biste to učinili, uzmite stare i nove opruge ventila i stegnite ih u škripac. Polako sabijajući čeljusti škripca, promatrajte stupanj kompresije obje opruge. Ako se jednako stisnu, onda to ukazuje na dobro stanje stare opruge. Ali ako radna opruga ima visok omjer kompresije (izgleda kraće nego novo), onda je to jasan znak trošenja od zamora - takvu oprugu treba zamijeniti. Opruge ventila zamjenjuju se kompletnim setom.
Opruge pripremljene za ugradnju postavljaju se na ravnu i glatku površinu (na staklu) tako da su čvrsto zatvoreni zavoji na dnu. Metalni ugao se postavlja na vrh opruga i provjerava se razmak između gornjeg svitka opruge i ravnine ugla. Ovaj razmak ne smije biti veći od 2,0 mm. U suprotnom, opruge se moraju zamijeniti.
Vodilice ventila
Vodilice ventila od lijevanog željeza imaju različite promjere za usisne i ispušne ventile. Vodilice ispušnog ventila imaju veći provrt i kraće, što ih čini jednostavnim za sortiranje. Provucite krpu namočenu u benzin kroz čahure, očistite čahure. Stabljike ventila najbolje je čistiti rotirajućom metalnom četkom pričvršćenom na električnu bušilicu.
Kontrola istrošenosti vodećih čahura provodi se pomoću kalibrirane igle. Ako mjerač odbijanja trna slobodno ulazi u čahuru vodilice, tada takvu čahuru treba zamijeniti novom. Za demontažu čahura koristite poseban trn s izbočinom. Ako je moguće koristiti čahure za vođenje 1. standardne veličine, tada se za njihovu ugradnju koristi poseban trn, kojim se čahura za vođenje utiskuje u sjedište dok pričvrsni prsten ne uđe u utor na glavi motora. Kod ugradnje vodećih čahura grupa veličina za popravak, utičnice moraju biti prethodno obrađene ručnim razvrtačima. Budući da se vodeće čahure moraju ohladiti suhim ledom prije utiskivanja, preporučujemo da se glava cilindra pošalje u radionicu za ugradnju novih vodećih čahura.
Prije zamjene vodilica ventila prvo provjerite opće stanje glave motora. Nakon utiskivanja, čahure se izbuše na potrebne dimenzije: 8,00–8,015 mm za usisne ventile i 9,00–9,015 za ispušne ventile. Vodilice ispušnog ventila su duge.
Kod zamjene vodilica potrebno je zamijeniti i ventile, a sjedišta ventila izbrusiti.
Bilješka. Brušenje sjedišta ventila provodi se tek nakon zamjene vodilica ventila. Ako se iznenada ispostavi da se sjedala više ne mogu dosaditi, tada se čahure za vođenje ne smiju mijenjati.
Sjedišta ventila
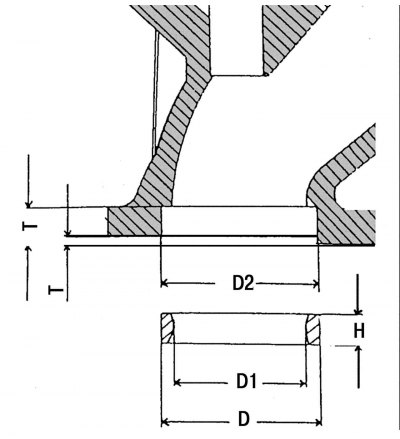
Riža. 37. Glavne dimenzije sjedišta ventila: D je vanjski promjer sjedišta ventila; D1 je unutarnji promjer sjedišta ventila; D2 - sjedište za sjedište ventila u glavi motora; H je visina sjedišta ventila; T je udaljenost između ravnine glave cilindra i gornjeg ruba sjedišta ventila; H=6,97-7,00 mm - za sve ventile; T \u003d 2,37-2,25 mm - za usisne ventile; T = 2,44-2,25 mm - za ispušne ventile
Ako su ležajevi bregastog vratila jako istrošeni, tada nema potrebe bušiti sjedišta ventila, ali treba zamijeniti sklop glave cilindra. Sjedala ventila se provjeravaju na istrošenost ili udubljenje. Lagana istrošenost može se ukloniti glodanjem sa konusnim rezačem od 45 stupnjeva. Ako je sjedište ventila postalo jako široko zbog velike istrošenosti, tada se takva sjedišta moraju zamijeniti. Sjedišta ventila su utisnuta u glavu cilindra, a najbolje ih je ukloniti bušenjem ili odvrtanjem uz pomoć posebnih provrta. Kada to radite, budite vrlo oprezni da ne oštetite glavu cilindra. Izmjerite promjer rupe baze D1 (riža. 37) i, ako je potrebno, probušite na sljedeću veličinu popravka. Sjedišta ventila s dodatkom za popravak mogu se ponovno bušiti dok se ne postigne propisano preklapanje od 0,068-0,10 mm. Sjedišta usisnih ventila su veća.
Zagrijte glavu cilindra u vodenoj kupelji na 90°C i ohladite sjedište ventila na suhom ledu, nakon čega se može utisnuti u sjedište posebnim trnom. Ovu operaciju preporuča se izvršiti na servisu.
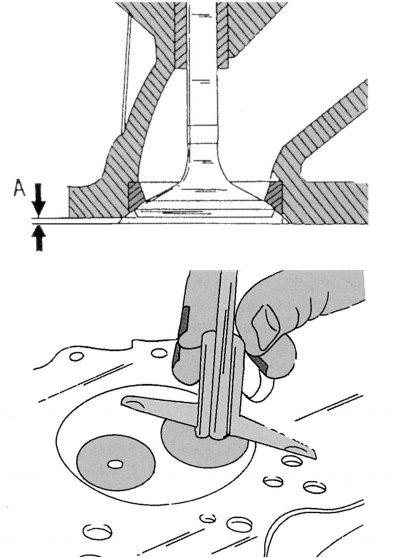
Riža. 38. Određivanje veličine A
Završite sjedište ventila odgovarajućim upuštačem i brusnom pločom na brusilici za ventile. Pomoću ventila izmjerite najveću udaljenost A kao što je prikazano na dnu sl. 38. Prilikom ugradnje novog ventila i sjedišta ventila, udaljenost A treba biti 0,1–0,5 mm. Granica istrošenosti je 1,0 mm.
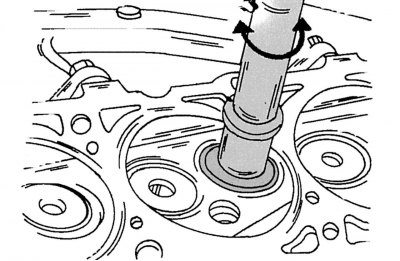
Riža. 39. Prianjanje ventila na sjedišta
Nakon strojne obrade izmjerite širinu brtvene trake sjedišta ventila. Ako se širina brtvenog pojasa sjedišta ulaznog ventila razlikuje od vrijednosti od 2,5 mm, a sjedišta ispušnog ventila - od vrijednosti od 3,5 mm, tada se takva sjedišta moraju obraditi rezačem od 15 stupnjeva u gornjem dijelu. a u donjem dijelu rezač od 60 stupnjeva. Glodanje se zaustavlja čim širina brtvenog pojasa sjedišta ventila uđe u gornje granice. Nakon glodanja potrebno je preklopiti sjedišta ventila. Da biste to učinili, mala količina paste za mljevenje nanese se na sjedište ventila. Na vrh glave ventila pričvršćena je usisna čašica pomoću koje se ventilu prenose rotacijski pokreti u jednom ili drugom smjeru (riža. 39). S vremena na vrijeme potrebno je okrenuti ventil za četvrtinu kruga, a zatim ponovno trljati rotacijskim pokretima. Ako je potrebno, dodajte pastu za mljevenje na sjedište ventila. Nakon lepljenja, uklonite preostalu pastu s ventila i sjedišta i provjerite prianjanje ventila na sjedište i glavu. Na oba dijela trebao bi biti jasno vidljiv dobiveni mat pojas, koji određuje širinu brtvenog pojasa sjedišta ventila.
Olovkom nanesite nekoliko crtica na dobiveni mat pojas s razmakom od 1 mm duž njegovog oboda. Zatim spustite ventil u sjedište i okrenite ga za 90°oko vretena, lagano pritiskajući ventil na sjedište.
Skinite ventil sa sjedišta i provjerite jesu li tragovi olovke nestali. Ako je širina brtvenih pojaseva sjedišta ventila unutar propisanih granica, tada se glava motora može ugraditi na motor. U suprotnom, potrebno je nastaviti s obradom i lapiranjem sjedala ili zamijeniti glavu motora.
Ventili
Zbog upotrebe hidrauličkih kompenzatora zazora ventila, krajevi stabljike ventila usisnih i ispušnih ventila posebno su obrađeni kako bi izdržali povećano opterećenje. Manja oštećenja na glavama ventila mogu se popraviti tako da ih prislonite na sjedišta kao što je gore opisano. Ozbiljnija oštećenja na brtvenim površinama mogu se popraviti brusilicom za ventile. Na poliranim ventilima debljina rubova njihovih ploča ne smije biti manja od 0,5–0,7 mm za usisne ventile i 0,5–0,6 mm za ispušne ventile.
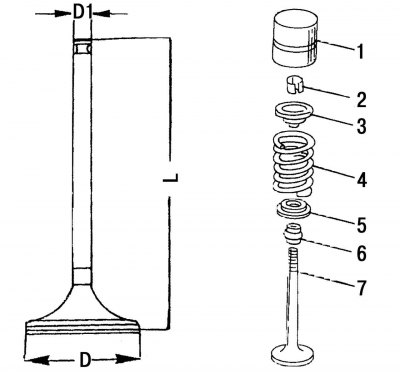
Riža. 40. Glavne dimenzije ventila: D - promjer ploče (glave) ventil; D1 je promjer stabla ventila; L je duljina ventila; 1 - potiskivač; 2 - konusni krekeri; 3 - opružna ploča ventila; 4 - opruga ventila; 5 - donja potporna ploča opruge ventila; 6 - poklopac ulja; 7 - ventil
Ovi tipovi motora koriste ventile bez natrijevog punjenja, kao što je bio slučaj na drugim tipovima Mercedes-Benz motora. Na sl. 40 prikazuje dimenzije ventila. Ventile čije dimenzije ne odgovaraju navedenim dimenzijama potrebno je zamijeniti novima.
Prilikom narudžbe ventila uvijek navedite njihovu namjenu (ulaz ili izlaz), kao i da su ti ventili dizajnirani za dizelski motor.
U nekim slučajevima mogu se zamijeniti samo ispušni ventili ako npr. imaju spaljene rubove.
Glava cilindra
Temeljito očistite spojne površine glave cilindra i bloka cilindra, a zatim provjerite je li glava motora deformirana. U tu svrhu, postavite ravnalo na spojnu površinu glave cilindra i upotrijebite mjerač za mjerenje zazora ispod ravnala u uzdužnom, poprečnom i dijagonalnom smjeru. Ako tijekom mjerenja razmak između ravnala i površine glave cilindra u uzdužnom smjeru prelazi 0,10 mm, tada ovu glavu cilindra treba poslati u specijalizirani servis. Prilikom postavljanja ravnala u poprečnom smjeru glave cilindra, ispod ravnala ne smije biti razmaka. Glave cilindra mogu se brusiti sve dok to dopušta odgovarajuće podešavanje visine ventila (veličina A na sl. 38).
Na isti način potrebno je provjeriti visinu izbočenog dijela predkomora za ubrizgavanje dizelskog goriva (601. motor). Rub predkomora trebao bi stršati 7,6–8,1 mm.
U servisu se može postaviti propisana veličina izbočenog dijela predkomora pomoću seta brtvenih brtvi različitih debljina ugrađenih ispod predkomora. Ovaj rad mora nužno biti obavljen na servisu, jer je za to potreban poseban alat za istiskivanje i utiskivanje predkomora.
Bregasto vratilo
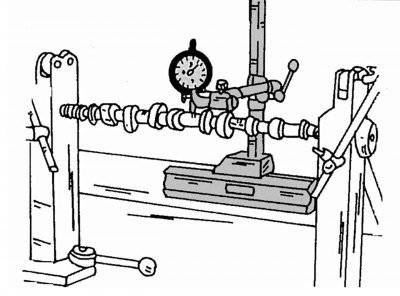
Riža. 41. Provjera deformacije bregastog vratila
Sljedeći tekst opisuje rad koji uključuje provjeru i nadzor stanja bregastog vratila. Strukturni opis bregastog vratila, vidi odjeljak 2.12.6. Ugradite bregasto vratilo na prizme postavljene ispod krajnjih ležajnih rukavaca ili ga pričvrstite između središta struga, kao što je prikazano na sl. 41, i dovesti sondu mjernog pokazivača do srednjeg potpornog grla. Zatim, polako okrećući bregastu osovinu, potrebno je slijediti naznake strelice. Ako strelica odstupa dalje od podjele od 0,01 mm, to znači da je osovina deformirana i mora se zamijeniti.
Zamjena semeringa (glava cilindra postavljena na motor)
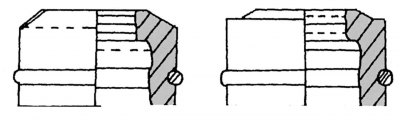
Riža. 42. Oblik kapica ventila: s lijeve strane - za maturu; desno - za usisne ventile
Uljne brtve se nalaze u kompletu za popravak. Komplet za popravak uključuje zaštitne čahure koje se stavljaju na stabljike usisnog ventila tijekom instalacije. Brtve ventila za usisne i ispušne ventile razlikuju se jedna od druge i po promjeru i po obliku, pa ih je nemoguće zamijeniti (riža. 42).
Za ugradnju kapica obično se koristi poseban alat. Ako vam nije pri ruci, možete koristiti tanku cijev, ali budite vrlo oprezni da ne oštetite brtvene manšete i spojne opruge čepova. Prilikom postavljanja čepova za ulje na stabljike ventila, s potonjih se moraju ukloniti prskalice i opruge ventila. Kako ventil ne bi upao u cilindar, potrebno je da klip ovog cilindra bude u GMT. Na četverocilindričnim motorima ovaj je rad uvelike olakšan činjenicom da su svaki put dva klipa u TDC-u. Na motorima s pet cilindara ovaj je posao malo teži, jer je svaki put potrebno okrenuti radilicu motora pod određenim kutom, postavljajući klip sljedećeg cilindra na TDC. Zamjena uljnih brtvi mora se izvršiti na sljedeći način (Preporučujemo da ovaj posao povjerite iskusnom stručnjaku).
Pokrenite motor dok klip prvog cilindra ne bude u TDC-u.
Rastavite bregastu osovinu (pododjeljak 2.12.6).
Uklonite klinove ventila prvog cilindra kao što je opisano u pododjeljak 2.4.2. Na četverocilindričnom motoru možete istovremeno ukloniti krekere i ukloniti opruge ventila iz ventila četvrtog cilindra.
Pažljivo, kako ne biste oštetili ventile i rupe za podizače, kliještima skinite stare uljne brtve.
Podmažite nove brtve ventila uljem i pažljivo ih gurnite prema dolje preko ventila. Ne zaboravite staviti zaštitne navlake na stabljike usisnog ventila. Čvrsto namjestite brtve stabla ventila na vodilice ventila.
Ugradite opruge ventila, označene bojom prema dolje, i postavite klinove ventila, pazeći da su klinovi dobro namješteni u utore i konusna udubljenja gornjih potpornih ploča opruge ventila.
Lagano podignite pogonski lančanik bregastog vratila kako se lanac ne bi odvojio i okrenite radilicu četverocilindričnog motora za pola okretaja. Nakon toga na sličan način možete promijeniti brtve ventila na ventilima drugog i trećeg cilindra. Kada radite na petocilindričnom motoru, radilica se mora okretati sve dok klip sljedećeg cilindra ne dosegne TDC. Izmjena sljedećih cilindara, čiji klip prolazi TDC: 2–4–5–3. Kao što je gore navedeno, ovaj rad zahtijeva posebnu pažnju.
Bilješka. Kompresor opruge ventila mora se stezati vrlo sporo, jer se neki klinovi ventila zaglave u utorima. Izbjegavajte situacije u kojima zbog brzog stezanja uređaja ventil naliježe svojom pločom na klip. Alat treba djelovati samo na oprugu ventila, sabijajući je i pomičući prema dolje.