
Da biste to učinili, očišćeni provrti cilindra mjere se internim mjernim uređajem na tri mjesta - naime u smjeru osi osovinice klipa (smjer a), a zatim okomito na njega (smjer prema). Ako klipovi nisu uklonjeni, treća mjerna točka je točno iznad donje mrtve točke klipa. Ako su provrti cilindra izbušeni, dopuštenje za honanje ne smije biti veće od 0,05 mm.
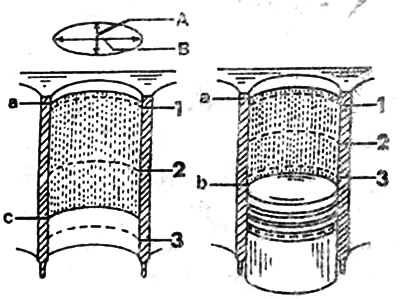
1, 2, 3. Mjerni pojasevi. a. GMT klipa. b. BDC klip. c. Donji položaj ruba klipa.
Za V8 motore, za mjerenje provrta cilindara mora se koristiti lock-in mjerač, npr inače se površine cilindra mogu oštetiti. Površine cilindara 8-cilindarskih motora se elektrolitički obrađuju nakon bušenja i brušenja. S ovim aluminijem do sada "dodijeljen", da su klipni prstenovi i laki metalni kromirani ili željezno obloženi klipovi u kontaktu isključivo sa silicidnim kristalima, veličine od 0,02 do 0,05 mm, koji daju površinu cilindra otpornu na habanje. Ovi kristali silicida nastaju nakon procesa elektrolize. Ako se ova operacija ne izvrši, rezultat će biti veliko trošenje klipova. Budući da se ovaj zahvat može izvesti samo u specijaliziranim radionicama, ovdje nećemo opisivati njegove detalje.