
Пружините на клапаните трябва да бъдат проверени на специален стенд. При липса на стойка можете да проверите пружината, като я сравните с нова пружина. За да направите това, пружините трябва да бъдат поставени една до друга и между тях да се постави свързващ прът с две опорни повърхности, ако пружините се деформират по същия начин, когато са компресирани, тогава старата пружина е подходяща за по-нататъшна работа. Ако старата пружина е по-къса от новата, това е признак на умора и трябва да се смени.
Подредете пружините в един ред върху равна повърхност, поставете метален квадрат отгоре, като максималната междина между горните краища на пружините и повърхността на квадрата не трябва да надвишава 2 mm.
Както вече споменахме, на тези двигатели са монтирани различни пружини. Вътрешните и външните пружини на клапаните се различават по размер и характеристики. Размерите на пружините са показани в съответните таблици. Не се допуска монтиране на пружини с други размери.
При промяна на работната дължина на пружината (например при обработка на легло на клапан) възможно е да се възстанови чрез поставяне на нови пружинни плочи.
Водачи на клапани
- Почистете водещите втулки с бензин. Почистете изпъкналите части на водещите втулки с телена четка, закрепена в патронника на електрическа бормашина.
- Проверете износването на водачите на клапаните с помощта на манометър, както е показано на фиг. 24. Ако невъртящата се страна на манометъра пасва във водещия отвор, водачът на клапана трябва да се смени.

Ориз. 24. Проверка на водача на клапана с манометър.
Водачът на клапана се изтласква с помощта на дорник, монтиран отстрани на горивната камера. Възможно е да се монтира водач на клапан с номинален размер 1, който се притиска в главата на цилиндъра с дорник, докато регулиращият пръстен спре до крайната повърхност на главата. Може да се монтира извънгабаритен водач на клапана (отбелязани в червено), след това отворът се обработва с ръчен райбер. Преди монтажа се препоръчва нова направляваща втулка да се охлади в сух лед, а ако не. след това загрейте главата на цилиндъра в гореща вода до 80°C и поставете водача на клапана. Проверете общото състояние на главата на цилиндъра, преди да смените водача на клапана. След натискане на направляващата втулка на клапана отворът трябва да се разшири до размер 9 000...9 015 mm.
При смяна на водача на клапана трябва да се монтира нов клапан.
Внимание: След смяната на водача на клапана, леглото на клапана трябва да се зенкерова. Ако обработката на леглото на клапана вече не е възможна, не сменяйте водача на клапана (виж отдолу).
Легла на клапани
Проверете за износване или повреда на повърхностите на леглото на клапана. Малкото износване се елиминира чрез зенкериране под ъгъл 45°. Ако този ремонт вече не е възможен, леглото на клапана трябва да се смени.
Ледлата на клапаните са пресовани в главата на цилиндъра и размерите им са различни за различните видове двигатели. За да премахнете старите пръстени, те се пробиват и след унищожаване се изваждат от гнездото в главата на цилиндъра. След това проверете размера на дупката "D1" (ориз. 25) и при необходимост се обработват до следващия ремонтен размер. Седалката на клапана с ремонтния размер трябва да осигурява намеса от 0,074... 0,1 mm. Диаметърът на седлото на клапана за различните видове двигатели е различен.
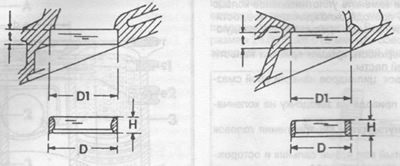
Ориз. 25. Размери на леглото на входящия и изходящия клапан.
Загрейте главата на цилиндъра във водна баня до 90°C и охладете леглото на клапана със сух лед, след което натиснете леглото на клапана в главата на цилиндъра с помощта на дорник. При липса на необходимите условия трябва да се свържете с сервиза.
След обработката измерете ширината на фаската на леглото на клапана. Тя трябва да бъде 1,3... 2,0 mm за входния клапан и 1,5... 2,0 mm за изхода. Ако е необходимо, ширината на работната фаска се довежда до горните размери чрез зенкериране отгоре с зенкер под ъгъл 15°и отдолу с зенкер под ъгъл 60°. След това е необходимо да се шлайфат работните фаски на леглото на клапана и клапана с помощта на прилепваща паста. Нанесете пастата върху работната фаска на леглото на клапана и монтирайте клапана, използвайте вендузата, за да завъртите клапана в две посоки, като го притискате към повърхността на леглото. След прилепване почистете частите от замърсявания и остатъци от прилепваща паста и проверете работните фаски на леглото на клапана и клапана. И на двете части трябва ясно да се вижда непрекъснат непрозрачен пръстен, съответстващ на ширината на работната фаска на леглото на клапана.
Използвайте оловен прът, за да поставите лента върху работната фаска на клапана, след това внимателно поставете клапана в направляващата втулка и, като натиснете към седлото на клапана, завъртете клапана на 90°.
Отстранете клапана от водещата втулка и проверете работната фаска на седалката на клапана, ако следите от водещия прът са равномерно разпределени по цялата повърхност на работната фаска, това означава, че шлайфането е извършено правилно и главата на цилиндъра е подходяща за по-нататъшна експлоатация. Ако има пропуски, повторете шлайфането или използвайте резервна глава на цилиндъра.
Клапан
Незначителна повреда на челната част на клапана се поправя чрез притискане към леглото на клапана, както е описано по-горе.
Измерете клапаните за съответствие с размерите, дадени в таблиците. Ако размерите не са правилни, вентилът трябва да се смени, като се обърне внимание на следното:
Стеблото на изпускателния клапан е пълно с натрий. Ето защо по време на изхвърлянето трябва да се спазват определени правила за безопасност. Поради опасност от експлозия, пълните с натрий вентили не трябва да се изпращат за претопяване или обработка (например удар) преди отстраняване на натрий. При отстраняване на натрий от клапана трябва да се има предвид, че натрият реагира много активно с вода и водни разтвори с отделяне на водород, което може да доведе до пожар. Можете да неутрализирате натрия в разтвор от 2 литра алкохол и 1 литър вода в съд, разположен на открито.
Когато поръчвате, моля, уточнете, че клапаните са необходими за превозни средства от серия 116. Серийният номер е отпечатан върху края на стеблото на клапана.
Цилиндрична глава
Внимателно почистете съединителните повърхности на главата на цилиндъра и блока на цилиндъра и проверете дали разцепената повърхност на главата на цилиндъра не е изкривена. За да направите това, поставете измервателен паралел върху равнината и измерете височината на празнината между паралела и равнината на главата със сонда, измерете го в надлъжна, напречна и диагонална посока. Ако плоскостта не надвишава 0,08 mm, тогава главата може да се шлайфа върху маркиращата плоча. Ако празнината е по-голяма на няколко места, тогава трябва да се смени главата на цилиндъра.
Разделената повърхност на главата на цилиндъра може да бъде шлайфана, но трябва да се поддържа определен размер между разделената повърхност и горната повърхност на главата, така че тази работа е за предпочитане да се извърши в сервиз на Mercedes. След шлайфане на разцепената повърхност леглата на клапаните трябва да се поставят по-дълбоко. За да проверите, клапанът се вкарва в седлото и се измерва разстоянието между краищата на стъблата на клапаните и разцепената повърхност на главата на цилиндъра. Необходимият размер се постига чрез зенкериране на работната фаска на леглото на клапана.
Разпределителен вал
Разпределителният вал се поставя с екстремни опори върху измервателна призма или се фиксира в измервателни центрове и с помощта на индикатор за циферблат се проверява изтичането на шийките на средния лагер чрез бавно завъртане на разпределителния вал. Ако биенето надвишава 0,03 mm, тогава валът се отхвърля и трябва да се смени. Опорните шийки могат да се шлифоват два пъти. Информация за тази работа можете да получите от сервиза.