
Для определения зазоров измерить диаметры поршней и данные записать. Затем произвести обмер цилиндров:
Нутромером измерить диаметры цилиндров в верхнем поясе на расстоянии 10 мм от верхней кромки, в нижнем поясе на расстоянии 10 от нижней кромки цилиндра.
Дополнительно измерить в среднем поясе цилиндра.
Все вышеуказанные измерения выполняются в продольном и поперечном направлениях. Результаты шести измерений записать. Два крайних значения (min и max) исключить. Разница между продольными и поперечными измерениями указывают на овальность (некруглость) цилиндра. Диаметр цилиндра не должен более чем на 0.4 мм отличаться от номинального значения.
Для каждой серии двигателей подставляется по две группы поршней ремонтных размеров, ориентируясь на них и нужно производить расточку цилиндров блока. Аналогично головке цилиндров разъемная поверхность блока проверяется на плоскостность в продольном, поперечном направлениях и по диагонали. Неплоскостность не должна превышать 0.1 мм. На рис. 28 показана схема обмера цилиндра. Цифрами 1...3 обозначены пояса измерений, буквами "А" и "В" продольное и поперечное направления измерений диаметра. Рисунок можно использовать как образец при измерениях.
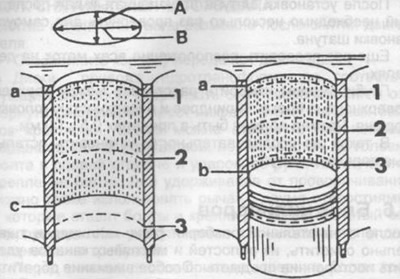
Рис. 28..Обмеры цилиндра. Пояса измерений обозначены 1, 2 и 3. Направления измерений: продольное "А", поперечное "В",
а - ВМТ поршня,
b - НМТ,
с - нижнее положение юбки поршня.