
Пружины клапанов
Все указания восьмицилиндрового двигателя в равной степени относятся и к шестицилиндровому двигателю.
Направляющие втулки клапанов
Очистить направляющие втулки протягиванием через отверстие тряпки, смоченной в бензине. Наружные части направляющих втулок очистить с помощью проволочной щетки, зажатой в патрон электродрели.
Проверить износ направляющих втулок клапанов при помощи калибра. Если непроходная сторона калибра входит в отверстие направляющей втулки, направляющую втулки клапана нужно заменить.
Направляющая втулка клапана выпрессовывается при помощи оправки. Возможна установка направляющей втулки клапана номинального размера 1, которая при помощи оправки запрессовывается в головку цилиндров до упора установочного кольца в торцевую поверхность головки. Возможна установка направляющей втулки клапана ремонтного размера, отверстие затем обрабатывается ручной разверткой. Перед установкой новую направляющую втулку рекомендуется охладить в сухом льду, желательно эту операцию выполнить в специализированной мастерской.
Прежде чем заменять направляющую втулку клапана проверьте общее состояние головки цилиндров. После запрессовки направляющей втулки клапана отверстие должно быть развернуто до размера 9.000...9.015 мм для впускных клапанов или 11.00...11.018 мм для выпускных клапанов. Направляющая втулка впускного клапана отличается большей длиной.
При замене направляющей втулки клапана необходима установка нового клапана и дополнительная обработка седла клапана.
После замены направляющей втулки клапана необходимо зенкование седла клапана. Если обработка седла клапана больше невозможна, направляющую втулку клапана не менять.
Седла клапанов
При износе подшипников распределительного вала возможна установка втулок ремонтного размера (шейки распределительного вала шлифуются) или установка новой головки цилиндров.
Проверить износ или повреждение рабочих поверхностей седел клапанов. Незначительный износ устраняется зенкованием под углом 45°. Если такой ремонт уже не возможен, седло клапана нужно заменить.
Седла клапанов запрессованы в головку цилиндров и, для снятия старых колец их высверливают с помощью специального инструмента, не допуская повреждений головки цилиндров. Затем проверяют размер отверстия "Д1" (рис. 62) и, при необходимости, обрабатывают до следующего ремонтного размера. Седло клапана ремонтного размера должно обеспечивать натяг 0.074...0.1 мм.
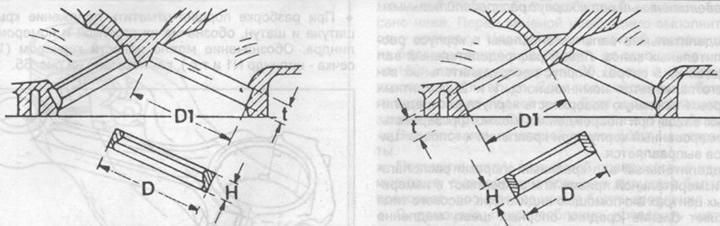
Рис. 62. Измерение посадочного отверстия под седла впускных и выпускных клапанов в головке цилиндров. Слева под впускной, справа под выпускной клапаны.
Головку цилиндров нагреть в водяной ванне до 90°С, а седло клапана охладить сухим льдом, затем при помощи оправки запрессовать седло клапана в головку цилиндров.
Обработать седло клапана при помощи дрели или шлифовальной машинки. Поставить клапан и определить размер "А", показанный на рис. 63. Уменьшение размера "А" возможно после обработки привалочной плоскости головки цилиндров.
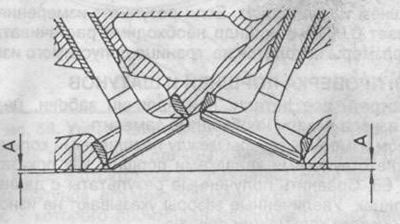
Рис. 63. Минимальное расстояние между тарелкой клапана и разъемной поверхностью головки цилиндров.
После обработки измерить ширину рабочей фаски седла клапана. Если размер фаски седла впускного клапана не соответствует размерам в таблицах, необходимо довести его до требуемых значений зенкованием сверху зенковкой под углом 15° и снизу зенковкой под углом 60°.
Затем необходимо притереть рабочие фаски седла клапана и клапана с использованием притирочной пасты. Пасту нанести на рабочую фаску седла клапана и установить клапан, с помощью присоски вращать клапан в двух направлениях, прижимая к поверхности седла.
После притирки очистить детали от грязи и остатков притирочной пасты и проверить рабочие фаски седла клапана и клапана. На обеих деталях должно хорошо просматриваться непрерывное матовое кольцо, соответствующее ширине рабочей фаски седла клапана. Свинцовым стержнем нанести на рабочую фаску клапана полосу, затем осторожно вставить клапан в направляющую втулку и, прижав к седлу клапана, повернуть клапан на 90°.
Вынуть клапан из направляющей втулки и проверить рабочую фаску седла клапана, если следы от свинцового стержня равномерно располагаются по всей поверхности рабочей фаски, то это значит, что притирка выполнена правильно и головка цилиндров пригодна к дальнейшей эксплуатации. При наличии разрывов притирку повторить или использовать новую головку цилиндров.
Клапана
Все сведения по клапанам восьмицилиндрового двигателя, приведенные выше в равной степени относятся и к шестицилиндровым двигателям. На конце стержня клапана нанесено обозначение и устанавливать можно клапана с одинаковым обозначением.
Проверить клапана на соответствие данным, приведенным в таблицах размеров и регулировочных данных, и все не соответствующие этим данным клапана заменить.
При замене выпускных клапанов обратить внимание на соблюдение мер безопасности при утилизации клапанов.
При заказе всегда указывать год выпуска и номер двигателя.
Головка цилиндров
Указания, приведенные для восьмицилиндровых двигателей, относятся так же и к шестицилиндровым двигателям. Привалочные плоскости головки цилиндров можно фрезеровать с последующим доведение размера "А" (см. рис. 63) до требуемой величины.
Распределительный вал и корпус распределительных валов
Распределительные валы установлены в корпусе распределительных валов. Левый распределительный вал вращается на 5 опорах. Корпус распределительных валов изготавливается номинального, 1 и 2 ремонтных размеров. Разъемную поверхность корпуса распределительных валов при повреждениях можно фрезеровать. Деформированный корпус при креплении к головке цилиндров выправляется.
Распределительный вал крайними опорами располагают на измерительной призме или закрепляют в измерительных центрах и с помощью индикатора часового типа проверяют биение средних опорных шеек, медленно вращая распределительный вал. Если биение превышает 0.01 мм, то вал бракуется и его нужно заменить.
Сборка головки цилиндров
Сборка головки цилиндров производится в обратной последовательности разборке. Клапана устанавливать только в соответствии с обозначениями на картонных бирках. Маслоотражательные колпачки ставить только при помощи специальной оправки и их размер должен соответствовать диаметру стержня клапана.
Установка распределительных валов и корпуса распределительных валов описаны в соответствующих разделах.